


Tiedot ovat alumiinista ja sen seoksistakäytännöllisesti katsoen missä tahansa teollisuuden tuotannossa. Tämän kevytmetallin käyttö korkea lämmön- ja sähkönjohtavuus on yleisimpiä kodinkoneissa. Siksi, jos toimintahäiriö tapahtuu, on välttämätöntä hitsata alumiinin rakenteita ja tuotteita kotona. On lähes mahdotonta korjata tätä oudosta metallia ilman alumiinihitsauslaitetta. Ja jos aikaisemmin tällainen työ oli käytettävissä lähinnä teollisissa olosuhteissa, nyt ei ole vaikeaa tehdä sitä kotiteatterissa.
Alumiinihitsausmenetelmän tekniikka, kutenmikä tahansa muu metalli, on omat ominaisuutensa. Siksi noviisihehitin täytyy tietää ja ymmärtää monia tämän metallin ominaisuuksia. Alumiinilla on laaja valikoima erityisominaisuuksia. Hitsaukseen liittyy materiaalin alustavan valmistelun ja osien suora kytkentä.

Tällöin on otettava huomioon metallin ominaisuudet
Alumiiniosien vahvan ja luotettavan liitoksen aikaansaamiseksi hitsaajan on tehtävä useita teknisiä perusvaiheita:

Kaikkien näiden toimien oikeasta suorituksesta seuraa, että alumiinin tuotteiden laadullinen yhdistelmä riippuu.
Tietyissä olosuhteissa hitsaaminenalumiini-invertteri on myös mahdollista kotona. Tällaiseen työhön on kiinnitettävä erityistä huomiota tarvikkeisiin. Alumiinihitsauslaite ei ole kovin vaativa. Yhteyden muodostamiseksi tarvitset:
Alumiinisten osien liittämisen prosessi on välttämättä toteutettava inertin kaasun suojauksen alaisena.
Hitsauksen päävaiheet:
Alumiinihitsauksen elektrodipohja onpuhdasta metallia, jonka massa on hallitseva, sekä lisäaineet, jotka parantavat liitoksen prosessia. Hitsauslaitteiden mekaaniset ominaisuudet ovat tärkein parametri, jolla ne on valittu hitsaukseen. Sauman vahvuus riippuu tästä.

Tärkeimmät tuotemerkit elektrodeja alumiinihitsaus:OZA, OZA-1, OZR-2, OZANA-2. Kaikilla elektrodeilla on hygroskooppisuus, minkä vuoksi ne on kuivattu ennen kuivaamista 200 ° C: n lämpötilassa.
Puoliautomaattisen alumiinin hitsaus suoritetaanvälttämättä suojattaessa inerttiä kaasua. Argonia käytetään sellaisenaan kaasuna. Alumiinikytkentä voidaan toteuttaa puoliautomaattisella laitteella ilman inerttiä kaasua kulutettavan flux-sydämen tapauksessa. Tällainen laite voi lämmityksen aikana ruiskuttaa rautapitoista jauhetta. Tällainen pilvi toimii suojaustoiminnolla, kuten argonilla.

Tämän menetelmän haittapuolena on hitsauksen heikko laatu, joka rajoittaa huomattavasti sen käyttöä. Hitsaajan päätehtävä on päätös siitä, millaista tapaa tehdä yhteys.
Kun tämä tekniikka toteutetaan,sulattamattomat elektrodit, joilla on volframipitoisuus ja lisäainevaijeri, joka automaattisesti täyttää sauman osien välillä. Tämän prosessin käyttäminen merkitsee kaaren vaihtosuuntaisen ja korkeataajuisen sytytyksen käyttöä. Tällöin oksidikalvon tuhoutuminen tapahtuu katodisputteroimalla käänteisen napaisuuden virralla.
MIG-tekniikalla lisäaine itsessään on sulatuselektrodi alumiinihitsaukseen. Tämä materiaali siirtyy liitosalueelle langansyöttölaitteella.

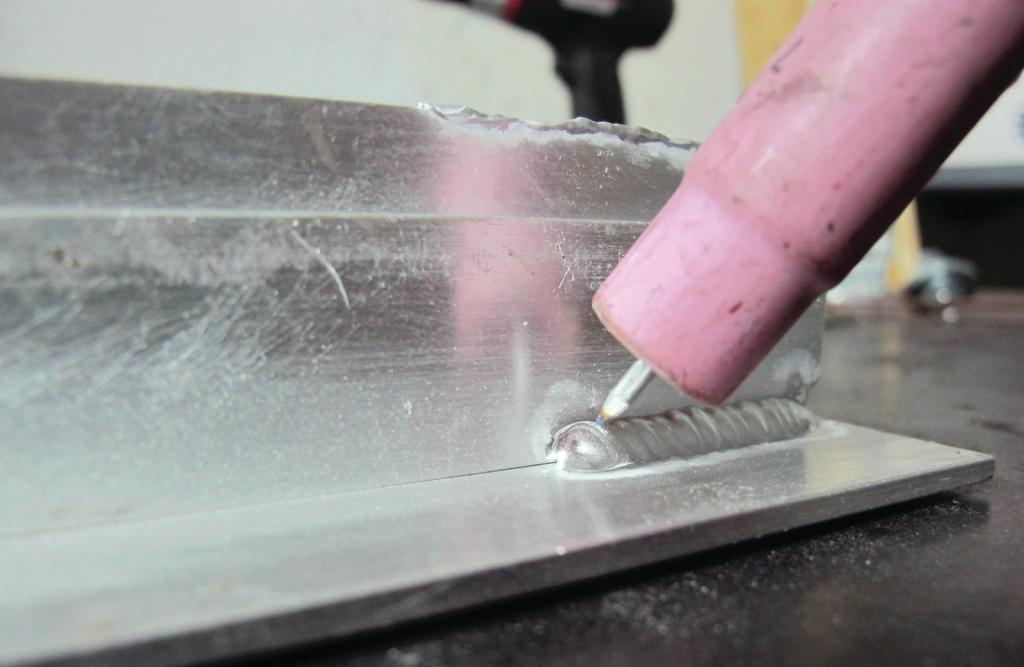
Tietenkin korkealaatuisen hitsauksen saavuttamiseksialumiini kotona tällä menetelmällä on erittäin vaikea, koska se vaatii laitteen käyttämistä pulssi-arc-tilassa. Hitsausta varten poltin on suunnattava 10-20 asteen kulmaan pystysuoraan, kun taas liitospinnan ja suuttimen välisen etäisyyden on oltava 10-15 mm.
Ennen hitsauksen aloittamista tarvitsetValmista kaikki materiaalit ja työkalut. Luotettavuus voidaan saavuttaa lisäämällä erityinen sauva. Tuotteen pintojen perusteellisen puhdistuksen jälkeen näitä paikkoja on käsiteltävä fluoksella. Tämä valmistusmenetelmä vähentää oksidikalvon vaikutusta ja sallii alumiinin hitsauksen korkealaatuisen puoliautomaattisen koneen avulla.

Sitten kaasupoltin käynnistyy ja lämmittääoptimaalinen lämpötila. Seuraava vaihe on lämmittää hitsiliitos metallin sulamispisteeseen. Tällaisen lämmityksen aikana liitosalueelle lisätään lisävartta. Näiden toimenpiteiden aikana metallit sulatetaan ja sekoitetaan, mikä johtaa hitsattuun liitokseen.
Muista, että alumiiniyhdiste on kodissaedellytykset aloitteleville hitsaajille pidetään vaikeina töinä. Tällaiset ongelmat riippuvat lähinnä käytetyn materiaalin luonteesta. Minun täytyy aloittaa uusi aloite kärsivällisyydellä hankkimalla tarvittava kokemus alumiinipintojen hitsaamisesta.


