


أساس القياسات الخطية في أي صناعيصناعة - كتل قياس موازية للطائرة (KMD). يتم استخدامها لتخزين وحدة الطول وإعادة إنتاجها. وأيضًا لفحص أجهزة القياس ومعايرتها وضبط الصفر على الأجهزة ، ونقل الأبعاد للإعدادات المطلوبة وتكون بمثابة مقياس طبيعي لأبعاد جميع أنواع الأجزاء. تتيح لك مجموعة من كتل القياس الموازية للطائرة تنفيذ أعمال الوسم بدقة خاصة وتعديل الماكينة. تعتبر الوظيفة الرئيسية لـ KMD هي الحفاظ على وحدة الإجراءات في مختلف الصناعات.

الأدوات المستخدمةيجب فحص أدوات القياس في المؤسسات الصناعية ، في مؤسسات أو خدمات الإصلاح ، بشكل دوري (على أساس منتظم) للتأكد من دقة القياسات. بطبيعة الحال ، من أجل التحقق ، لا يمكن تسليم أداة القياس من مختلف الصناعات إلى المؤسسات التي توجد بها الأبعاد المرجعية.
هذا الإجراء ، دون مغادرة المؤسسة ،السماح لعقد كتل قياس (موازية الطائرة). هم عينة أو معيار قياس الطول. ظاهريًا ، يبدو الجهاز وكأنه متوازي السطوح أو أسطوانة ذات أبعاد مرقمة تقع بين مستويات القياس.
المهمة الرئيسية لبلاط جوهانسون هي الحفاظ عليهاوحدات الطول ونقلها. تُستخدم كتل القياس الموازية للطائرة للمعايرة و / أو التحقق و / أو تحديد الأبعاد على أجهزة قياس مختلفة (عيار ، ميكرومتر ، مسطرة جيبية ، مؤشر ، إلخ) ، وكذلك في أجهزة وقوالب التحكم في الإنتاج.
تم تصنيع كتل القياس لأول مرةمن قبل شركة "جوهانسون" السويسرية. مصنوعة من الصلب على شكل متوازي السطوح المستطيلة ، ظهرت في معرض باريس العالمي في عام 1900. بفضل الشركة المصنعة ، كان اسم "بلاط جوهانسون" مصحوبًا منذ فترة طويلة بمقاييس الطول (المستوى الموازي). بعد ذلك بقليل ، أصبحوا مجرد "بلاط".

في الاتحاد السوفيتي ، تم إنتاج KMD لأول مرة في مصانع Sestroretsk و Tula. تم وضعهم في سلسلة في مصانع Krasny Instrumentalshchik في مدينة كيروف وفي كاليبرا موسكو في أوائل الثلاثينيات.
في الوقت الحاضر ، مع ظهور تقنية الليزر التلامسيمقاييس التداخل وأدوات القياس الكهربائية والعدادات الطويلة والآلات التي تقيس نقاط الإحداثيات ومقاييس الارتفاع والأجهزة الأخرى للقياسات المثالية ، وقد خضع دور وغرض واستخدام CMD لتغييرات كبيرة. ومع ذلك ، فإن الجودة الأساسية الأساسية - حامل المواد للحجم - لا تزال غير قابلة للاستبدال وذلك بالرغم من كثرة الأجهزة البصرية والإلكترونية الحديثة لإجراء قياسات دقيقة.
كتل مقياس الطائرة (البلاطJohanson) بأبعاد تتراوح بين مستويات القياس من 0.5 إلى 1000 ملم. إذا كان من الضروري الحصول على حجم تعسفي لم يتم توفيره بواسطة مقياس الطول هذا ، فيجب تجميع الحجم المقصود من البلاط المناسب عن طريق طحن الكتل الطرفية مع بعضها البعض. يجب أن يتم اللف حتى تلتصق البلاطات ببعضها البعض (أي يجب ألا تنهار)
يتم صهر كتل القياس (الموازية للطائرة) اليوم من الفولاذ عالي السبائك. كما أنها مصنوعة من السيراميك والسبائك الصلبة.
مقاييس أطوال الفولاذ مثلاالكروم ، فإنها تفرك جيدًا مع أسطح الأشياء في حوامل القياس وغيرها من المقاييس. أسطح العمل الخاصة بهم مقاومة تمامًا للاهتراء ، وهو ما يفسر زيادة عمر الخدمة.
يجب أن يتم تقوية تدابير الصلب ، وثم الشيخوخة الاصطناعية ، مما يجعل من الممكن الحفاظ على الحجم الدقيق لفترة طويلة. صلابة سطح العمل لألواح الصلب جوهانسون دائمًا 800 HV على الأقل.
تشمل عيوب خاصحساسية من تآكل أسطح العمل والخدوش والتآكل المحتمل. قبل البدء في العمل مع PKMD ، تتم إزالة مادة التشحيم الواقية منها ، وبعد الانتهاء من العمل ، يتم تطبيقها مرة أخرى. مقاييس الطول (نهاية المستوى الموازي) ، والتي تنطبق عليها GOST فقط لتلك المصنوعة من الفولاذ ، عرضة للتغيرات في ظروف درجات الحرارة ، بما في ذلك دفء يدي المشغل.

بلاط كربيد التنجستن المصهورأقوى بعشر مرات من الفولاذ. بالإضافة إلى ذلك ، لديهم خصائص اللف المثالية. صلابة سطح العمل لمقياس الكربيد تقريبًا ضعف (1400 HV) صلابة هذا السطح من البلاط الفولاذي. هناك عيب واحد فقط - الكثير من الوزن. لذلك ، لا يمكن استخدام كتل قياس الكربيد لتجميع الكتل للعمل بأبعاد كبيرة.
كتل مقياس الطائرة (البلاطJohanson) ، المصنوع من سيراميك الزركونيوم ، الأكثر مقاومة للخدوش وتآكل سطح العمل. السيراميك ، كما تعلم ، لا يخاف من التآكل ، وبالتالي فإن رطوبة أيدي المشغل لا تؤثر على الألواح المصنوعة من سيراميك الزركونيوم (على عكس الكربيد والصلب). تتميز مقاييس الطول من هذه المادة بأكبر قدر من الاستقرار وأطول عمر خدمة ، مما يجعل من الممكن زيادة الفترة بين عمليات الفحص.
لا تمغنط KMD المصنوعة من السيراميك ، ولا تتطلب حماية خاصة ضد التآكل ولا تجذب الغبار. كما أنها مستقرة وقادرة على الحفاظ على الحجم لفترة طويلة.
أظهر التحليل أن الفولاذ وكتل السيراميك لها معامل تمدد خطي حراري قريب من حيث القيمة. يسمح لك هذا المؤشر بتكديس كتل KMD من بلاط السيراميك والفولاذ ، مما يجعل القياسات من هذه المواد قابلة للتبديل تمامًا.

كتل القياس مصنوعة أيضًا من الزجاج.يتم استخدامها للتحقق من التآكل والتسطيح. وأيضًا لفحص التسطيح الدقيق لأسطح العمل ، مثل الجداول والأعمدة. يتم إنتاج الهياكل الزجاجية المركبة بقطر من 50 مم إلى 75 ، وعدم التسطيح أقل من 0.125 ميكرون وسماكة 15-20 مم.
تتم عملية نقل الحجم الدقيق والحفاظ عليه باستخدام كتل قياس موازية للمستوى على النحو التالي.
في التثبيت الخاص للقياسات ، يتم فحص أبعاد الفئة الأولى من كتل القياس النموذجية.
مقاييس النهاية للطول (المستوى الموازي) ، لهايتم تخزين شهادة البلاط بأعلى دقة حصريًا في غرف المختبر وفقًا لمعيار الدولة. في المؤسسات الصناعية ، اعتمادًا على متطلبات معايير الدقة للمنتجات ، يتم استخدام البلاط من الصف الثاني إلى الخامس. تمرير الحجم الدقيق هو المقارنة الدورية لبلاطات الدرجة الأولى وبلاطات الدرجة الثانية. ثم الأخير - ببلاط من الفئة الثالثة وما بعده وفقًا للمخطط. وبالتالي ، في المنشآت الصناعية ، يتم فحص جميع أجهزة القياس ، من الدقة إلى الخام. يتم إدخال نتائج الفحوصات التي تم إجراؤها في جواز سفر كل جهاز.
يتم النظر في اللف فيما يتعلق بكتل القياستأثير اثنين من البلاط الملتصقة ببعضها البعض. يتم صقل كتل القياس الموازية للطائرة بحيث يتم إزالة الهواء المتبقي عند محاذاتها ويؤثر عليها الضغط الجوي فقط. يزيد التوتر السطحي للقطرات المتبقية من مائع الغسيل والتفاعلات بين جزيئات المادة التي تُصنع منها البلاط من قوة الضغط.
إذا كتل قياس موازية المستوىمصقول ، سوف يفرك بشكل مثالي. تعتبر قدرة البلاط على قياس الأطوال ضرورة. لفقدان هذه الجودة يعني التآكل على سطح المقياس.

لتجميع البلاط في كتل KMD وتثبيتهامن أجل ضمان سهولة الاستخدام ، يتم استخدام مجموعة من الملحقات الخاصة بكتل القياس الموازي للمستوي. يستخدم على نطاق واسع. الملحقات ، على سبيل المثال ، مطلوبة لفحص أو قياس أجهزة القياس المختلفة. يمكن أن تكون هذه مقاييس تجويف ميكرومترية ومؤشرات وكوادر وما إلى ذلك.
تتضمن المجموعة بالضرورة جوانب مختلفةالأحجام ، مما يجعل من الممكن إجراء القياسات الداخلية والخارجية. هذا مهم بشكل خاص عند إنتاج منتجات عالية الدقة في مجموعات صغيرة. في هذه الحالة ، يجب ضبط الملحقات على الحجم الأقصى للمنتج المُصنَّع وإلى الحد الأدنى. بمعنى ، يتم استخدامها كمقياس على الوجهين مع جانب من خلال جانب واحد لا يمر.
لعمل العلامات ، يتم استخدام مجموعة علامات إضافية ، والتي يتم إرفاق أصحاب القياسات الدقيقة بها.
تتضمن المجموعة أيضًا:قدد التسوية ، الجوانب المتوازية والقطرية ، المسطرة المثلثة ، الجانب المركزي وجانب الرسم ، القاعدة ، المفرقعات والمجسات. هذا الأخير ضروري لتحديد حجم الفجوة بين الأسطح الملتفة. ستايلي عبارة عن ألواح فولاذية بحجم لا يقل عن 0.02 مم وبحد أقصى 1.0 مم. تدرجها هو 0.01 مم و 0.05 مم.

لتحديد الفجوة بمقياس المحسس ،تحتاج إلى وضعه بين الأسطح. يجب أن يتحرك المسبار بجهد قليل ويجب ألا يغرق أو يتحرك بحرية تحت أي ظرف من الظروف. من خلال مجموع سماكة المجسات ، التي دخلت الفجوة تمامًا ، يتم تحديد قيمتها.
تعتبر كتل القياس المتوازية المستوية مهمة جدًا في السلسلة الهرمية لنقل الحجم من عينة طولها (متر): فهي حامل مادة ثابت لثابت الحجم.
نقل العداد المرجعي ، قاعدتهتم تمرير الطول الموجي للضوء إلى كتل القياس المرجعية باستخدام قياسات التداخل العميق. وبالتالي ، يتم الحصول على مقياس قياسي للطول ينتمي إلى الفئة K. علاوة على ذلك ، وفقًا لنظام التحقق ، يتم نقله إلى مقاييس أخرى.
وفقًا للغرض الرئيسي لشركة KMD(ضمان توحيد القياسات ونقل أبعاد الطول المرجعي) تم تطوير مخططات التحقق. لنفس الأغراض ، يتم إنتاج مقاييس الطول بدقة مختلفة حسب الفئات والفئات. يتم إجراء معايرة قياسات الطول (نهاية ، موازية للمستوى) بأجهزة خاصة.
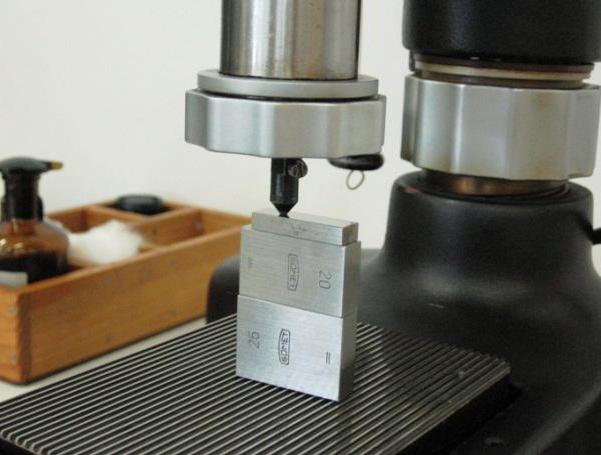
أول هذه الأشياء كان مبتكرًا بشكل خاصميكرومتر. تميزت بالدقة المتزايدة. مرت سنوات ، تم تحسين الأجهزة. اليوم يقدمون نتائج عالية الدقة ولم تعد نادرة. العديد من المختبرات لديها أدوات معايرة. بالإضافة إلى ذلك ، يمكن التحقق من CMD بسهولة باستخدام المقارنات الكهروضوئية الإضافية والاستقرائية ، والتي تتوفر مجانًا. وطُرِقَت طرق إجراء القياسات على هذه الأجهزة منذ فترة طويلة. تتمثل ميزة هذه الطريقة في تبسيط مخطط معايرة الكتلة. تعتبر بعض العيوب هي ارتفاع تكلفة الأجهزة والمتطلبات العالية لمؤهلات متخصص يعمل معها. والخطأ. إنه صغير جدًا بحيث يصعب إعادة التحقق من نتائج القياس على الأجهزة الأخرى.
هناك أربع طرق للتحقق:
- القياس غير المباشر لنقطة الضبط.
- القياسات المباشرة لقيمة معينة.
- المقارنة باستخدام أداة المقارنة.
- المقارنة المباشرة مع المرجع.


