


Közismert, hogy a menetes az egyik leginkábbközös leválasztható illesztések, amelyek lehetővé teszik az összeszerelést és szétszerelést anélkül, hogy a szerkezetek, gépek és mechanizmusok integritását károsítanák. Az ilyen kapcsolat alapja a forgástestek két vagy több felületére alkalmazott menet, amelyet főként az alább leírt mutatók függvényében osztanak fel. A szálak osztályozását az alábbi táblázat tartalmazza.

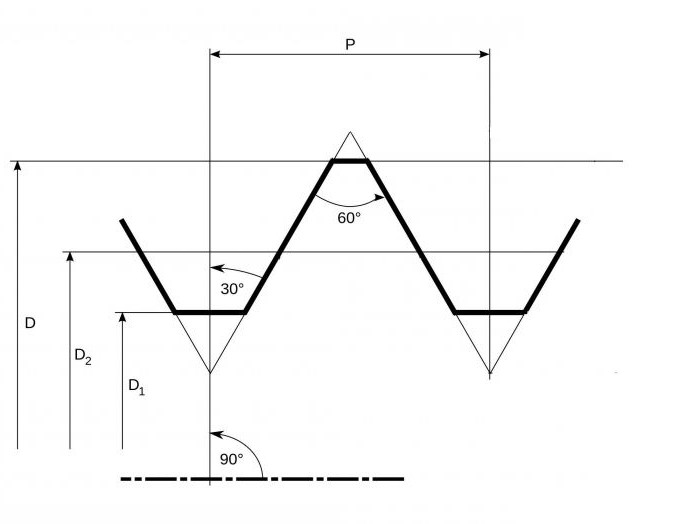
Csavarmenet menetes anyagba vagy anyagba, amelynek vana egyenletes sarkú háromszög alakú fogprofil metrikus szál, méretei milliméterben vannak mérve. A felhordás felületének alakja szerint ez a menet hengeres, de kúpos is lehet.
Ez utóbbi a legnépszerűbb használat során, különösen a következő kötőelemeknél:

Kúpos spirálmenetalakú, úgynevezett metrikus kúpos menet. Olyan helyeken használják, ahol gyors illesztésekre van szükség, további tömítés nélkül, és a szivárgásnak a tengely mentén történő egyszerű húzással történő megszüntetésével. Dugaszok és csőcsatlakozások építéséhez használják:
Fontos tudni, hogy a kúp ésa hengeres meneteknek ugyanaz a profilja, amely lehetővé teszi azok összecsavarozását. A metrikus szálakat méret, forgásirány, hangmagasság és további paraméterek szerint osztályozzák, amelyek a jelölésben tükröződnek.
Разброс величин диаметров этой резьбы в az ipar 0,25-600 mm-es tartományba esik, és 68 mm-nél nagyobb átmérővel a menet csak kicsi, míg ezen az értéken változik. A nagy hangmagasságú meneteket nagy és ütésterhelésű hézagokban használják. Érdekes az is, hogy a nagy meneteknél a hangmagasságot mindig rögzítik az átmérőhöz képest, szemben a kicsivel, amely megváltozhat, amelyet külön jelölnek és kiegészítésként megjelölnek a jelöléskor.

Például, ha műszaki dokumentumokban vagyaz alkatrészek csatlakoztatási helyein szereplő rajzok megfelelnek az "M16" -nek, ami azt jelenti, hogy az M betű metrikus menettel rendelkezik. A fordulók külső átmérőjének mérete 16 mm, a standard menet nagy sorszáma 2 mm, a táblázatban megadott információk szerint (a második sor menete zárójelben van feltüntetve). Tehát a szál metrikus: fő méretek (GOST 24705-2004).

A jelölés után egy kis lépést jelölnek megátmérőjű. A következőképpen néz ki: “M16 × 0,5”, ahol, mint már ismert, M egy metrikus szál. A külső átmérő mérete 16 mm, a lépcső mérete 0,5 mm. Érdekes, hogy 2 mm átmérő után a menetes hangmagasság közötti különbség jelentősen észrevehető, és elválasztáshoz vezet. Ezen túlmenően, az azonos átmérőjű termékeknek többféle finom menetemelkedéssel kell rendelkezniük, amint azt a 16 mm-ben meghatározzuk:
Példaként a táblázat egy részét adjuk meg, amely lehetővé teszi a kis szálak tartományának megértését és vizuális értékelését anélkül, hogy figyelembe vennénk a korábban tárgyalt nagy lépést.

Többszálú szálak esetén a lépést külön jelölik (zárójelben), és helyette a bejegyzések számát jelzik. Így jelölhető meg ez és más kiegészítő paraméterek a jelölés során:

Az összefoglaló táblázatokban vannak olyan mutatók, amelyeket fontos figyelembe venni a metrikus szálak figyelembevételekor - méretek átmérő:
A csúszó illesztés menetes csatlakozásában történő széles körű alkalmazásával az átmérő nagyon fontos, és az értékek egyenlősége esetén a legnagyobb d2 csavar és legkisebb D2 dió.
A nagybetűk a mutatókat jelölika belső menetek átmérőjét és a külső felületre felhordott részeket kis betűkkel jelöljük - d. A számok jelzik a helyet. A toleranciamezők pontosságának fokát ábécé karakterek szerint osztályozzuk: E, F, G, H, d, e, f, g, h, és az átmérőhöz hasonlóan a helyet a betű mérete jelzi.
Az európaitól és a hozzájuk közeli országoktól eltérően,ahol Napóleon uralma után a metrikus rendszer elterjedté vált, a Nagy-Britannia volt kolóniáinak és műholdainak országaiban minden mérésre a császári rendszerben kerül sor. Ebben a rendszerben a szálakat és csatlakozásukat hüvelykben mérik.
Csavarmenet, amelynek formája fogprofilegyenlő szélességű háromszög 55 fokos csúcsszöggel. (60 fok az UTS szabványban az Egyesült Államokban és Kanadában) hüvelyk menetnek nevezzük, méretei hüvelykben vannak megadva, és a hangmagasság hüvelyk hüvelykben van megadva (1 "= 24,5 mm). Az ilyen rögzítőszálak a tartományban vannak 3/16 "-tól, jelöléskor csak a külső átmérőt kell feltüntetni.

Hüvelyk és metrikus szálak méretei féknyereggel mérve, és ha bemetrikus menettel ez elég lesz, majd a mérés után inch-ben használjon egy speciális táblát. A szálak mérésekor speciális mintákat használnak, de van egy népszerű módszer a hangmagasság mérésére is: ha egy papírlapot a szál körül tekercselve és a terméket többször görgetve, nyomvonal lesz nyomtatva a papírra, amely lehetővé teszi az vonalzóval történő mérést. Ha egy notebook lapot dobozban használ papírként, akkor nincs szükség vonalzóra - elegendő megjelölni a jelek számát 2 cellában (1 cm), és elosztani tízszerrel.

A szálak megszerzésének oka:

A külső menetek vágásához a munkadarabot rögzítikhenger alakú és letépő formájúak, és a belső lyuk alatt kissé kisebbet fúrnak, mint a szükséges menetes metrikus (méretek) lyuk, de nagyobb, mint a belső átmérője. Valójában a metrikus menetek lyukainak méretének meghatározásakor szem előtt kell tartani, hogy egy bevágás vágásakor az anyag részleges extrudálása történik, amely később részt vesz a menetes profil kialakításában. Fontos figyelembe venni az anyag tulajdonságait, amelyben a fúrást elvégezzük, ezáltal a fúró méretét 0,1 mm-rel csökkentjük.
Az anya a rögzítés egyik alkotóelemebelső menettel rendelkező elemek. Magasságuk változhat az átmérőhöz és az erősséghez, a célhoz és az elrendezéshez képest. A legszélesebb körben használt kulcsrakész vagy hexanyák, itt a listájuk szerepel a GOST jelölésével:

Sok dió van és speciális célokat szolgál, itt találunk példákat néhányra és azok GOST-jára:
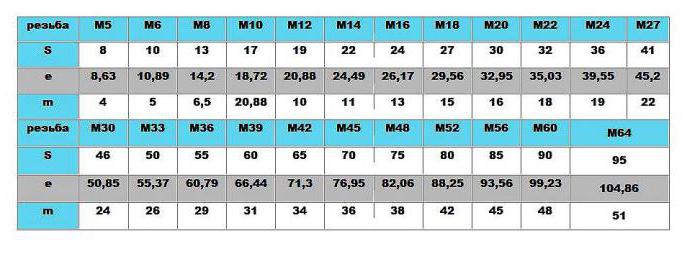
A menetes csatlakozások legfontosabb paramétere az anyák és a menetek illesztése. A népszerűbb, nagy hangmagasságú szálak értékeit az alábbi táblázat mutatja, ahol S a csavarkulcs mérete, e - az anya szélessége, és m a magassága.
A fő menetes méretekre a GOST vonatkozik24705-2004, amely módosítja az ISO 724: 1993 (nemzetközi osztályozás) szabványt. Ez a GOST 2005. július 1-je óta az Orosz Föderáció állami szabványa, és figyelembe veszi a korábban a Szovjetunió részét képező 12 másik ország gazdasági érdekeit, amelyek mellette szavaztak. Lefedi a GOST 9150 általános menetű menetek méretét, valamint a GOST 8724 átmérőjét és hangmagasságait.
A felcserélhetőségi szabványoknak megfelelően ez a GOST a következő nemzetközi és nemzeti szabványrendszerekre utal:
Ez a GOST rögzíti az átmérő kiszámításához szükséges összes fő méretet, lehetséges tűrést, terminológiát és képleteket:
Nehéz elképzelni a modern életet anélkülgépeket és mechanizmusokat, még nehezebb elképzelni egy olyan technikát, amely nélkül a szál biztosítja a leválasztható csatlakozásokat. A hatékonyság, a viszonylag egyszerű gyártás és a kényelmes használat biztosított menetes összeköttetéseket a tisztelet helyével a világtörténelemben.


