


A 16K20 háztartási eszterga utalcsavarvágó eszközök kategóriái. Megjelent a "Red Proletariat" gyárban, 1973-ban. Az alkatrészek egy részét a Gomel szerszámgépek kombinációja szállította. A kérdéses gép modern analógja a GS526U egység. A készülék fő tevékenységi köre az ipari gyártás, a magánszektorban a magas költségek és a meglehetősen lenyűgöző méretek miatt irreleváns.
A kérdéses berendezést használjákmenet (metrikus, moduláris, hangmagasság, hüvelyk konfigurációk) és néhány egyéb esztergálási művelet. Ezt az egységet széles körben használták a posztszovjet országok iparában. A modell 1989-ben megszűnt, de a modern piacon megtalálható egy azonos kínai példány, azonos adattáblával.
A 16K20 eszterga fő paraméterei:
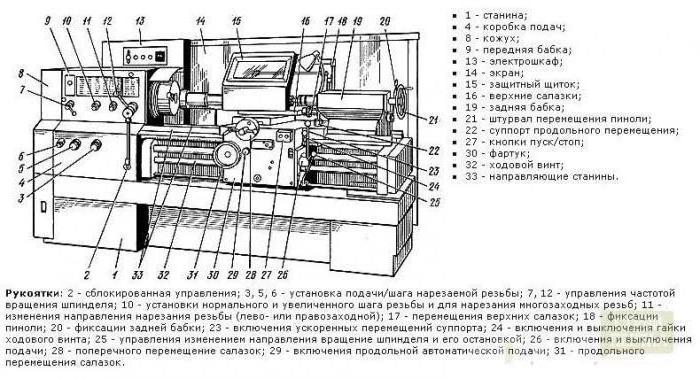
Eszterga 16K20 drágamegfelelő felszerelést igényel. Először ismerkedjen meg annak vezetésével. A kézikerék és a kapcsoló manuálisan vezérelhető. Az egység ezenkívül egy központi szerszámtartóval van felszerelve, amellyel a mechanikus és kézi adagolás lyukait megmunkálják. Ebben az esetben a farok nem vesz részt.
A változtatható csúszka mozgatásávalA féknyereg a vágószerszám tengelyének és az orsó kölcsönhatása. A feldolgozás előtt be kell nyomni a retikelt a tartóba, amíg meg nem áll. A keresztirányú fogantyú beállítja a fáklya tengelyének helyzetét.
A 16K20 fém esztergagépek felszerelve vannakkemény stop mikrométer, felelős a hosszirányú mozgásért. Kérésre felső csúszdával és mechanikus lökettel ellátott eszközt kínálunk. Ezen túlmenően egy eszköz van a többrétegű részek többszörös menetes menetére és simítására. Ez az egység tartalmaz egy hidraulikus féknyerget, kúpos vonalzót és szerszámtartót.
A berendezés monolit alapjának vandoboz konfiguráció vörös-forró csiszolóvezetőkkel. A doboz ezenkívül a forgács összeszerelésére is szolgál, és egyben egy tartály, amely a munkafolyadék hűtéséért felel.

Egyes esetekben javításokra vagy javításokra lehet szükség.az eszterga egyes részeinek cseréje 16K20. A javítási munkákat leggyakrabban az ágy őrlése, csapágyak vagy súrlódó tengelykapcsoló sebességváltók cseréje során végzik. Egy hasonló sebességváltó-vezérlőegységben a sebességváltók és a csapágyak leggyakrabban megváltoznak.
Az kötény javítása a méh kicseréléséből állanyák, csapágyak, csiszolóvezetősínek. A féknyereg meghibásodásainak elhárításakor a csavarokat, anyákat, ékeket cserélik, majd a vezetőelemeket őrlik. Ha vissza kell állítani a farokállomány munkaképességét, akkor a csapokat általában cserélik, a munka lyukakat fúrják és a vezetőelemeket selejtezik. A nagyjavítás a villamos töltés cseréjét, az egység pontosságának és geometriájának ellenőrzését, hűtési rendszer telepítését is jelenti.
Az előkészítő folyamat magában foglalja az ellenőrzéstfelszerelés alapjáraton. Ez lehetővé teszi a zaj és rezgési momentumok azonosítását az orsó különböző pozícióiban. Ebben a szakaszban egy prototípus feldolgozható a tartók állapotának meghatározására. Az ilyen manipuláció kötelező, mivel lehetővé teszi olyan hibák észlelését, amelyek működés közben gyakorlatilag nem észrevehetők.

Az őrlés az összes kiálló széle és a tisztításagödrök a gép csontvázának felületén. Az ágy az asztalra van felszerelve, rögzítve a belső sarkokhoz. Ebben a szakaszban pontosan ellenőrizni kell a szerelvény párhuzamos helyzetét a munkapad felületéhez viszonyítva. Ezt meg lehet tenni az építési szint felhasználásával. Az ágyat bélések és csavarok rögzítik 0,05 mm elhajlással.
Egyes növények vizsgálati keményedést végezneka gépet hengerrel gördítéssel. Egyes esetekben edzést is alkalmaznak, ami növeli az alkatrészek kopásállóságát. A javítási módszert a vezető alkatrészek keménységi foka és a meglévő javítási alap alapján választják meg.
Az útmutatók visszaállításának legnépszerűbb módjai a következő lehetőségek:
A kaparás a legigényesebb javítási folyamatra vonatkozik, még minimális kopással is. A legtöbb esetben ezt a manipulációt mechanikusan hajtják végre, ami bizonyos gazdasági hatást gyakorol.
Az őrlés magas sebességet biztosíttisztaság és pontosság. Ez a módszer optimális, ha keményített felületekkel dolgozik. Az őrlés többször is növeli a termelékenységet a kaparás műveletéhez képest. A keményített vezetőelemek feldolgozásakor további kikészítés szükséges.
16K20 fém eszterga, amelynek ára850 ezer rubeltől kezdve váltotta fel az 1K62 elavult verzióját. Az új berendezések a legjobb tulajdonságokkal rendelkeznek. A felhasználók a berendezés kvalitatív paraméterei között a következő paramétereket különböztetik meg:

A kérdéses gép megmunkálás-orientált.kúpos, hengeres és nem szabványos felületek. A felhasználók tudomásul veszik a berendezések sokoldalúságát, mivel az alapok lehetnek külső és belső típusúak. Ezen felül az egység különféle szálak vágására szolgál. A tulajdonosok megemlítik annak lehetőségét is, hogy a gépet a végfelületek megmunkálására vágók, fúrók, süllyesztők, csapok és szerszámok felhasználásával használják.
A leírt felszerelés vásárlásakor kérjükFigyelem az alfanumerikus kódra a modellnévben. Az indexben az egység azt jelzi, hogy a gép esztergáló típusú, a 6-os szám a csavarvágási műveletek lehetősége. Az egység nevében a "K" betű egy szerszámgép-generáció, az utolsó ábra a középpont maximális magasságát (220 mm) jelzi. A „P” betű nevében való jelenlét az eszköz fokozott pontosságát jelzi.

Eszterga 16K20, amelynek áttekintése megadvaA fenti a nagy pontosságú berendezésekre utal. Mindazonáltal, időről időre, mint minden berendezés, javítást igényel. Az önjavítás leggyakrabban az elhasználódott alkatrészek cseréjére vagy a fúrólyukak és az éles csiszolásra vonatkozik. Javítás és komolyabb javítások esetén tanácsos a mestert bízni. Szintű javítás után feltétlenül ellenőrizze a kocsit, kötényt és vezetőelemeket. Ellenkező esetben a feldolgozási pontosság jelentősen romolhat.


