


Hagyományosan a fém esztergálására szolgáló minden vágó két elemet képvisel: egy fej és egy tartó.
A fej a teljesítő rész, amely egy bizonyos szögű sík és vágóélből áll. A kívánt élezés típusától függően egy bizonyos szög van beállítva.
A tartó felelős a vágó rögzítéséért az esztergáló eszköz tartójában. Négyszögletes vagy téglalap alakú. Számos szabványos keresztmetszeti méret van minden alakhoz.

A fém eszterga számára a következő típusú vágógépek találhatók:

Ha a készülékek jól ismert osztályozására támaszkodik a GOST szerint, az alábbi típusokra oszlik:
Az eszterga vágófémet a megmunkálandó felülethez viszonyított telepítési módtól függően változhat:
A vágóeszközök feloszthatók a feldolgozási módszer szerint:
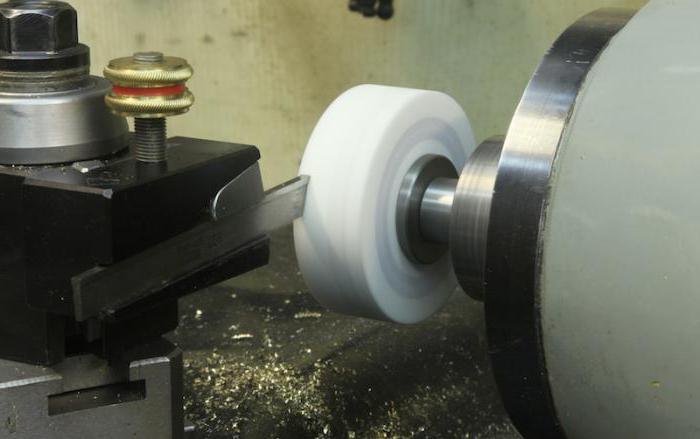
A lámpatest csúcsának érdessége befolyásolja a munkadarab érdességét. A sima felületet nagy sugár alatt élesített vágó segítségével érjük el.
A fém-eszterga vágónak sokféle van. A leggyakoribbak a következők:
Fém-eszterga vágókészlet megvásárolható speciális üzletekben vagy megrendelhető online.

Az anyagokat, amelyekből készülnek az eszközök, három kategóriába kell osztani:
A fém asztali eszterga maróinak keresztmetszete kicsi, 8 x 8 és 10 x 10 mm. Kis alkatrészek feldolgozására használják.

Резец для токарного станка по металлу категории A T5 K10-et elsődleges és szakaszos esztergáláshoz használják. A köbös bór-nitrid alapján cserélhető lemezeket készítenek különösen kemény fémek, köztük az öntött acél feldolgozására. A színesfém megmunkálása polikristályos gyémánt segítségével történik.
A lemezek cserélhetők lehetnek.Be vannak dugva a tartóba. Egyes modellek aprítógépek, amelyek tökéletesen vágják a forgácsot az alacsony előtolási sebesség és a felület fordulása érdekében. Az ilyen típusú lemezt rozsdamentes acél és egyéb acélok nagy tisztaságú vágására használják.
Mindenféle maró, cserélhető lemezek mellett, időidőről időre élesíteni kell. A fém eszterga maróinak élezése biztosítja a szögek és formák előírt értékeinek elérését. Ipari körülmények között speciális egységeken végzik.
Ez a folyamat otthon is elvégezhető.vegyszereken és csiszolókorongokon keresztül. A kézi csiszolás a minőség szempontjából rosszabb, mint az ipari. A legfontosabb itt a köszörűkorong helyes kiválasztása.
A keményfém marók őrléséhez egy zöld karborundum-kört veszünk. A szén esztergáló szerszámokat a korund körökben őrlik.
Az élezés ajánlott, hahűtés útján (hideg víz egyenletes bejuttatása a kör érintkezési helyéhez a megmunkálandó maróval). Száríthatja az élezést is, de ezt követően az alkatrészt ne engedje le hideg vízbe, mert repedhet.
Elsődlegesen a feldolgozás tárgyaa hátsó oldal, majd a hátsó kiegészítő és csak akkor az első rész. A folyamat végén megmunkálják a lámpatest tetejét (görbületi sugarat). A kihegyezett marógépet állandóan mozgatni kell a köszörűkorong felületén, és enyhén hozzá kell nyomni a csaphoz.
A folyamat kötelező alkotóeleme a maró, vagy inkább a vágóélek (a szél közelében lévő szakaszok, amelyek szélessége eléri a 4 mm-t) megmunkálása.
A keményötvözetből készült eszközöket réz szamarakkal őröljük, amelyeket speciális pasztavegyülettel vagy petróleum és bór-karbid keverékével kenünk.
A fennmaradó metsző metszeteket gépi olajjal vagy petrózollal megnedvesített alacsony kopási típusú szamárral élezzük.
Készíthet házi vágókat fém esztergáláshoz. Az ilyen eszközök alapját a szükségtelen törött fúrók képezik.

A fúró alapú igazítások nem szakadnak meg. Különösen alkalmasak a régi változat esztergálására. Ezeket ismételten megismételték. Élettartamuk eléri a 30 évet.
A Heller fűrész szegmensből készülnek házi vágók mini fém esztergához. Vágjuk egy vágókorongba.
A vágógép kiválasztásakor számos ajánlást kell figyelembe venni.
Határozza meg, hogy milyen fémekkel kell dolgoznia, milyen feldolgozási műveleteket tervez, és hogy a vágó milyen mértékben fogja megtapasztalni a terhet.
Döntse el, hogy mi a legfontosabb - a pontossága termék geometriájának vagy a felületének feldolgozási szintjének való megfelelés. Ettől függően a vágógépet az osztályozási jellemzőknek és a geometriai arányoknak megfelelően választják meg.
Mutassa meg saját maga, mennyire fontos eleget tenni a készülék kopásállóságának feltételeinek, és mennyi ideig kell változatlanul maradni.


