


알루미늄 및 그 합금 부품거의 모든 산업에서. 열전도율이 높은이 경금속을 사용하는 것이 가전 제품에서 가장 일반적입니다. 따라서, 오작동이 발생하면, 국내 조건에서 알루미늄 구조물 및 제품을 용접 할 필요가있게된다. 알루미늄 용접 장치 없이이 기발한 금속으로 수리 작업을 수행하는 것은 거의 불가능합니다. 그리고 이전에 그러한 작업이 주로 산업 조건에서 이용 가능했다면 이제는 가정 작업장에서하기가 어렵지 않습니다.
알루미늄 용접 공정 기술다른 금속은 자체 특성이 있습니다. 따라서 초보자 용접기는이 금속의 많은 특성을 알고 이해해야합니다. 알루미늄에는 다양한 특수 특성이 있습니다. 용접에는 재료의 예비 준비 및 부품의 직접 연결이 포함됩니다.

이 경우 금속의 특성을 고려해야합니다.
알루미늄 부품을 강력하고 안정적으로 연결하려면 용접기는 몇 가지 기본 기술 단계를 완료해야합니다.

알루미늄 제품의 고품질 연결에 의존하는 것은 이러한 모든 작업의 올바른 성능에 있습니다.
특정 조건이 충족되면 용접알루미늄 인버터는 집에서도 가능합니다. 이러한 작업을 위해서는 소모품에 특별한주의를 기울여야합니다. 알루미늄 용접 장치에는 낮은 요구 사항이 적용됩니다. 연결을 완료하려면 다음이 필요합니다.
알루미늄 부품을 접합하는 과정은 반드시 불활성 가스의 보호하에 이루어져야합니다.
용접의 주요 단계 :
알루미늄 용접 전극은순수한 금속 (질량이 우세한 것)과 접합 공정을 향상시키는 첨가제. 용접 장치의 기계적 특성은 용접을 위해 선택되는 주요 매개 변수입니다. 이음새의 강도는 이것에 달려 있습니다.

알루미늄 용접 용 전극의 주요 브랜드 :OZA, OZA – 1, OZR – 2, OZAN – 2. 모든 전극은 흡습성이 있으므로 작업 전에 200 ℃의 온도에서 건조시켜야합니다.
반자동 알루미늄 용접 수행항상 불활성 가스로 보호됩니다. 이러한 가스로는 아르곤이 사용된다. 소모품 플럭스 코어 드 와이어를 사용하는 경우 불활성 가스를 사용하지 않고 반자동 장치로 알루미늄을 연결할 수 있습니다. 가열 중 이러한 장치는 철분을 분무 할 수있다. 이러한 클라우드는 아르곤과 같은 보호 기능을합니다.

이 방법의 단점은 용접 품질이 낮아서 사용이 크게 제한된다는 것입니다. 용접공의 주요 임무는 연결 방법을 결정하는 것입니다.
При выполнении этой технологии применяются 부품 사이의 조인트를 자동으로 채우는 불용성 텅스텐 전극 및 필러 와이어. 이러한 공정의 사용에는 AC 모드 및 고주파 아크 점화가 사용됩니다. 이 경우, 산화막의 파괴는 역 극성의 전류에서 음극 스퍼터링에 의해 발생한다.
MIG 기술에서 알루미늄 용접 용 소모품 전극은 첨가제입니다. 이 재료는 와이어 피더에 의해 연결 영역으로 공급됩니다.

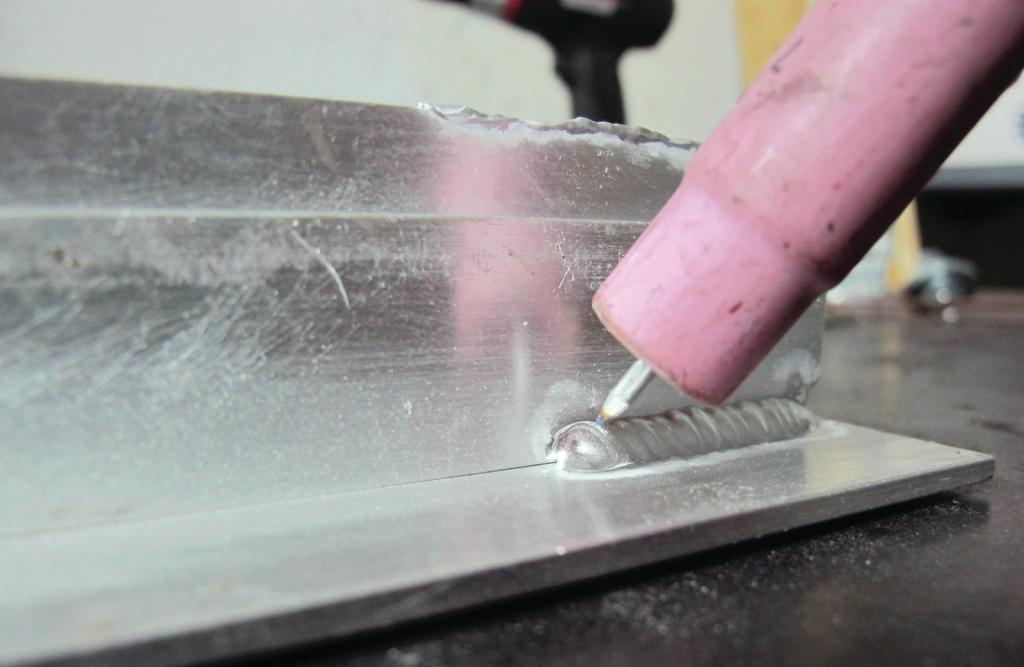
물론 고품질 용접 달성이 방법으로 집에서 알루미늄은 펄스 아크 모드를 사용하는 장치를 사용해야하기 때문에 매우 어렵습니다. 용접시 토치는 수직에 대해 10-20도 각도로 향해야하며 조인트 표면과 노즐 사이의 거리는 최대 10-15mm 여야합니다.
용접을 시작하기 전에모든 재료와 도구를 준비하십시오. 추가 특수로드를 사용하면보다 안정적인 연결을 얻을 수 있습니다. 제품 표면을 철저히 청소 한 후 이러한 장소를 플럭스로 처리해야합니다. 이 준비 방법은 산화막의 효과를 줄이고 최고 품질의 반자동 장치로 알루미늄을 용접 할 수있게합니다.

그런 다음 가스 버너가 켜지고최적의 온도. 다음 단계는 용접 된 조인트를 금속의 용융 온도로 예열하는 것입니다. 이러한 가열 중에 추가 막대가 조인트에 적용됩니다. 이러한 작업 중에 금속이 녹고 혼합되어 접합부가 용접됩니다.
가정의 알루미늄 화합물은초보자 용접공의 조건은 어려운 작업으로 간주됩니다. 이러한 문제는 주로 사용되는 재료의 특성에 따라 달라집니다. 초보자는 알루미늄 표면 용접에 필요한 경험을 얻으려면 인내심을 가져야합니다.


