


Parasti jebkuru metāla virpas griezēju attēlo divi elementi: galva un turētājs.
Galva ir veicošā daļa, kas sastāv no vairākām plaknēm un griešanas malām ar noteiktu leņķi. Atkarībā no vēlamā asināšanas veida tiek iestatīts noteikts leņķis.
Turētājs ir atbildīgs par griezēja fiksēšanu pagriešanas ierīces turētājā. Tam ir kvadrātveida vai taisnstūra forma. Katrai formai ir vairāki standarta šķērsgriezuma izmēri.

Metālam virpai ir šādi griezēji:

Ja mēs paļaujamies uz labi zināmo ierīču klasifikāciju saskaņā ar GOST, tad tās ir sadalītas šādos veidos:
Griezējs metāla virpai var atšķirties uzstādīšanas metodē attiecībā pret apstrādājamo virsmu:
Zobus var arī sadalīt pēc apstrādes metodes:
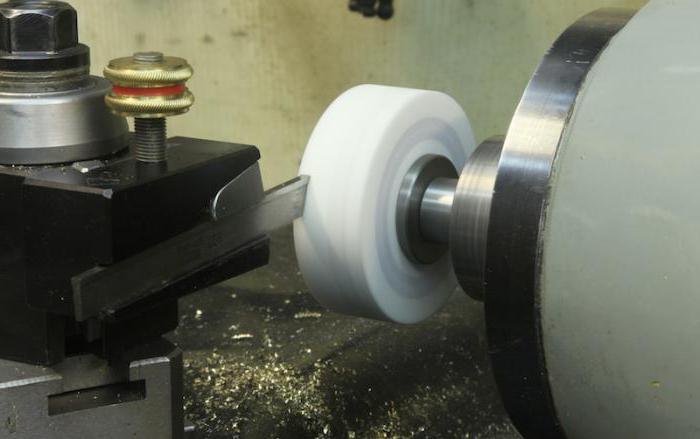
Sagataves raupjumu ietekmē stiprinājuma augšdaļas izliekuma rādiuss. Gluda virsma tiek panākta, izmantojot griezēju ar lielu rādiusu.
Metāla virpas griezējam ir daudz veidu. Visizplatītākie ir:
Metāla virpas griezēju komplektu var iegādāties specializētos veikalos vai pasūtīt tiešsaistē.

Materiāli, no kuriem izgatavoti armatūra, iedalās trīs kategorijās:
Metāla darbvirsmas griezējiem ir neliela 8 x 8 un 10 x 10 mm daļa. Tos izmanto nelielu detaļu apstrādei.

Griezējs metāla virpas kategorijaiT5 K10 izmanto primārajam un pārtrauktajam pagriezienam. Pamatojoties uz kubiskā bora nitrīdu, tiek izgatavotas nomaināmas plāksnes īpašu cietības metālu, ieskaitot čugunu, apstrādei. Krāsaino metālu apstrādā ar polikristāliskā dimanta palīdzību.
Plāksnes var būt nomaināmas.Tie tiek ievietoti turētājā. Daži modeļi satur skaidu sadalītājus, lielisku šķeldas pārrāvumu pie zemas padeves un seklu pagriešanu. Šāda veida plāksnes izmanto nerūsējošā tērauda un cita veida tērauda augstas tīrības pakāpes griešanai.
Jebkura veida griezējs, papildus nomaināmiem ieliktņiem, laikslaiku pa laikam tiek pakļauti asināšanai. Metāla virpas griezēju asināšana nodrošina nepieciešamo leņķu un formu sasniegšanu. Rūpnieciskā vidē to veic specializētās vienībās.
Šo procesu mājās var izdarītizmantojot ķīmiskas vielas un slīpripas. Manuālā asināšana kvalitātes ziņā ir zemāka par rūpniecisko asināšanu. Šeit galvenais ir pareiza slīpripas izvēle.
Karbīda griezēju asināšanai tiek ņemts zaļš silīcija karbīda ritenis. No oglekļa materiāliem izgatavotus virpošanas instrumentus asina ar korunda riteņiem.
Ieteicams asināt, kadatdzesējot (vienmērīga aukstā ūdens padeve līdz riteņa saskares vietai ar apstrādājamo griezēju). Var veikt arī sausu asināšanu, bet pēc tam daļu nevajadzētu iegremdēt aukstā ūdenī, jo tā var saplaisāt.
Pirmkārt, galvenaisaizmugurējā mala, tad aizmugurējā palīgierīce un tikai pēc tam priekšējā daļa. Procesa pašās beigās armatūras augšdaļa tiek apstrādāta (izliekuma rādiuss). Asināmo instrumentu pastāvīgi jāpārvieto uz slīpripas virsmas un nedaudz jāpiespiež pie kalta.
Obligāta procesa sastāvdaļa ir griezēja vai, drīzāk, griešanas malu apdare (laukumi pie malas, kuru platums sasniedz 4 mm).
No cietajiem sakausējumiem izgatavotās ierīces tiek asinātas, izmantojot vara riteņus, kurus ieeļļo ar īpašu savienojumu pastas vai petrolejas un bora karbīda maisījuma formā.
Cita veida griezējus asina ar skavakmeni ar zemu abrazivitātes veidu, kas samitrināts ar mašīnu eļļu vai petroleju.
Jūs varat arī izgatavot pašmāju griezējus metāla virpai. Par šādu ierīču pamatu tiek izmantotas nevajadzīgas šķeltas urbjmašīnas.

Urbjmašīnās balstīti centrējumi neplīsīs. Tie ir īpaši piemēroti vecā tipa virpām. Viņi ir pakļauti vairākkārtējai pārrīvēšanai. Viņu kalpošanas laiks sasniedz 30 gadus.
Pašmāju griezēji mini metāla virpai ir izgatavoti no Geller zāģu segmenta. To sagriež ar griešanas disku.
Izvēloties griezēju, jāņem vērā vairāki ieteikumi.
Nosakiet, ar kādu metālu jums jāstrādā, kādas apstrādes operācijas plānojat un cik lielu stresu griezējs piedzīvos.
Izlemiet, kas ir vissvarīgākais - precizitāteatbilstība izstrādājuma ģeometrijai vai tā virsmas apstrādes līmenim. Atkarībā no tā griezējs tiek izvēlēts atbilstoši klasifikācijas pazīmēm un ģeometriskajām proporcijām.
Norādiet pats, cik svarīgi ir ievērot ierīces nodilumizturības nosacījumus un cik ilgi tai vajadzētu palikt nemainīgai.


