


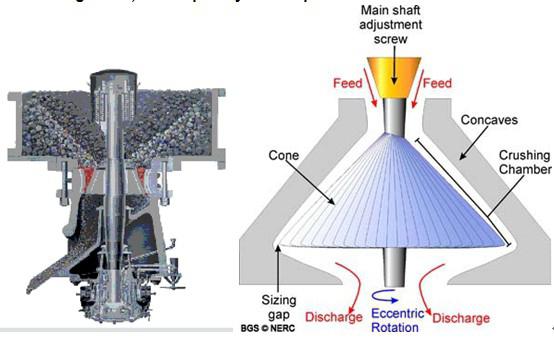
Konkrossar - kontinuerliga anordningar förkrossning av sten, liksom malmer med olika hårdhetsnivåer (medelstora, små). Deras huvudsakliga skillnad från käken är att de inte har någon tomgång. Efter att bitar av material med olika fraktioner har kommit in i krossen krossas de mellan två rörliga halvkottar och en fast skål. Denna design är rationell för malning av malm för järn- och icke-järnmetallurgi, det är därför i denna bransch som sådana enheter är vanligast. Låt oss prata om utformningen, driftsprincipen och egenskaperna hos konkrossar.

För närvarande delas konkrossar vanligtvis i grova (KKD), medelstora (KSD) och finkrossande (KMD) enheter.
KKD kännetecknas av det faktum att de kan ta emot stenbitar från 400 till 1200 mm med en utgångsslits på 75-300 mm. Kapaciteten hos en sådan enhet är från 150 till 2300 m3/timme. Ibland är det bara konkrossar som kan göra jobbet. Varför så får du reda på det lite senare.
KSD har en konstorlek på 600-900 millimeter ochkan bearbeta malmbitar från 60 till 300 mm och vid utgången ge en bråkdel på 12-60 mm. Produktiviteten för sådana enheter är inte mindre än 12 och inte mer än 580 m3/timme.
Om vi pratar om KMD är mottagaren konstruerad för delar på 35-100 mm, och vid utgången kan du få element på 3-15 mm. Produktiviteten för sådana krossar är 12-220 m3/timme.Om vi betraktar enhetens funktionsprincip med några ord, har vi ungefär följande. Konen utför en rotationsrörelse. Inbäddat mot ena sidan av den stationära skålen, krossar den malmen, och när den rör sig bort till den andra sidan faller fraktionen i utgångsspåret. Sedan upprepas cykeln.
Från namnet kan du förstå det som arbetareKroppen är en cylindrisk rulle. Material för krossning matas från laddningsanordningen uppifrån, faller sedan mellan rullarna och utsätts för krossning.
Sådana krossar klassificeras enligtantal rullar. Det finns 1, 2 och 4-rulle enheter. Det är värt att notera att i det senare fallet är två dubbelvalskrossar monterade, vilka är placerade ovanför varandra. Ytan på arbetskroppen kan vara korrugerad, slät eller tandad. I vissa fall används olika kombinationer. Till exempel är en rulle slät och den andra är tandad eller korrugerad. Detta görs för att förbättra krossningen och erhålla önskad malmfraktion.

Den industriella rullkrossen har en diameterarbetskropp på 400-500 millimeter med en längd på 0,4-1,0 av diametern. För närvarande används sådana aggregat för att krossa medelhårda stenar av liten storlek.
Två-rullekrossar perfekta för att krossa våta och klibbiga material. Under arbetet bildas en avlagring på rullarna som avlägsnas med speciella skrapor. Gapet mellan rullarna ställs in beroende på diametern på den fraktion som ska erhållas. Tja, nu ska vi återvända till konkrossarna och överväga dem närmare.
Som nämnts ovan, gör en slipningen anordning för industriell skala med sin egen hand är orealistisk. Men du kan göra något för användning i vardagen. Olika improviserade medel kommer att användas.
Låt oss överväga det enklaste krossalternativet.Detta är en behållare i vilken axeln är monterad på lager. Den senare är utrustad med flera arbetsorgan, till exempel knivar. Vi behöver också en lågeffekt elmotor - låt det vara en enhet på 1 kW, med hjälp av vilken axeln kommer att sättas i rörelse. Förbindelsen mellan axeln och motorn uppnås bäst med en remdrift med flera hjul med olika diametrar. Så det kommer att vara möjligt att justera krossbladens rotationshastighet.

Vad är en sådan enhet lämplig för, frågar du?Naturligtvis kommer krossning av malm och andra stenar inte att fungera, men vi behöver det faktiskt inte. Men en sådan kross, tillverkad för hand, är ganska lämplig för bearbetning av spannmål, örter etc. I princip är en bit nödvändig i jordbruket, särskilt eftersom det är lätt att göra det. Men ibland kan de enklaste krossarna hitta sin användning i konstruktionen för att krossa krossad sten eller grus.
Som du kan se finns det inget svårt här, du behöverhitta bara rätt verktyg och delar för den framtida enheten. Du kan öka kraften i krossen genom att installera en annan motor, säg 5 eller till och med 10 kW, men i det här fallet är det bättre att byta ut remdrivningen med växling genom en enkel växellåda.
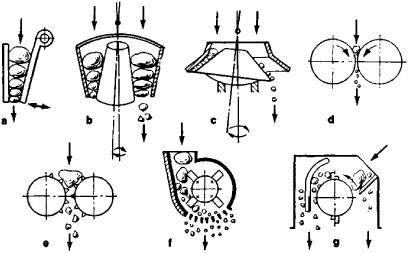
För närvarande kan krossen hanågra designfunktioner. Vad är en käftkross? Kärnan i hennes arbete är att materialet faller mellan två kinder (svängande plattor) och krossas. Genom att justera klyftan kan du få krossad sten i olika fraktioner. När kubformat material av medelstor och liten storlek behövs används konkrossar (CMP) för krossad sten. Detta är den vanligaste lösningen inom konstruktion. Glöm inte rullkrossar. Med deras hjälp kan du få fin krossad sten.
Jag skulle vilja dvela vidkonkrossar. Faktum är att med deras hjälp är det möjligt att få kuboid krossad sten, som används för att sprinkla vägar och i konstruktion för att få betong.
Det är värt att notera att krossen för krossad stendet goda är att den använder tekniken "sten på sten". Det består i det faktum att trånga förhållanden skapas under vilka cirka 30% krossad sten krossas av friktion mot varandra. Men för att implementera denna metod utförs krossens arbete under spillrorna. Med detta tillvägagångssätt är den rörliga konen helt täckt med spillror ("blockering"). Det finns en liten nackdel i form av att förstora fraktionen vid utgången. För detta är urladdningsspåret något större än materialet som ska bearbetas.
Det finns många fördelar och nackdelar sommåste definitivt nämna. Eftersom formen på krossytan inte bildar en vanlig kon kan krosskraften skilja sig avsevärt vid olika steg och sektioner. Men detta är en påtvingad åtgärd som uppnåddes genom att ändra konens lutningsvinkel längs dess höjd, vilket krävs av tekniken.
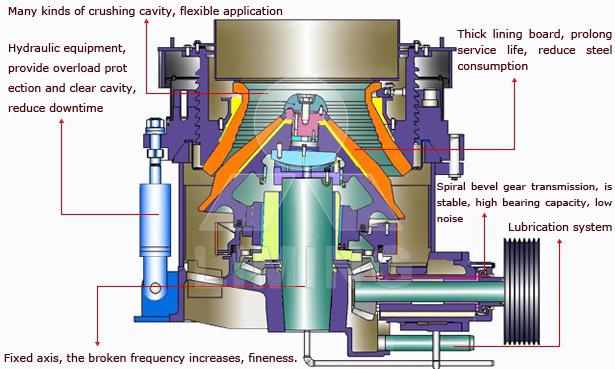
Det är värt att fästa din uppmärksamhet på att huvudetNackdelen med konkrossen (CD) är dess ökade energiförbrukning. Lite tidigare sa man om hur man uppnår vissa besparingar under drift av enheten. Dessutom är själva strukturen ganska rymlig och besvärlig, vilket i vissa fall komplicerar dess funktion.
Tidigare stod vi ofta inför ett sådant problem somkross fastnat av hård sten. Idag har denna nackdel eliminerats genom att installera en fjäderupphängning av skålen på ramen. Vid behov expanderar utloppet i storlek och hårdsten faller ner.

Det har varit flerakonkrossen har förbättrats. Teckningarna av innovatörerna hade en särskiljande egenskap - obalanserade vibratorer. De senare ger den rörliga konen ytterligare vibrationer, vilket gör krossningen bättre. Dessutom inkluderar fördelarna med CD hög prestanda. En viktig roll spelas av processens kontinuitet och möjligheten att starta "med en blockering", det vill säga med en fylld rörlig kon.
Vi sa att obalansörer tillhörinnovativa lösningar. Trots att krossens design har blivit något mer komplex, var det möjligt att minska vibrationerna i enheten under drift, och det finns inte heller något behov av att bygga stora fundament, eftersom det praktiskt taget inte finns några dynamiska belastningar. Allt detta förbättrade kvaliteten på krossning och produktivitet, men frågan om energiförbrukning förblev densamma.
När det gäller hydrauliken i CD: ns design har denna innovation redan slagit rot. Detta tillvägagångssätt hjälpte till att uppnå enklare justering av utgångsplatsens storlek.
Den hydrauliska anordningen kan användasoch som en kompensator, det vill säga en säkring. Detta är nödvändigt när en solid bit sten faller på arbetskroppen. Hydraulventiler har också hittat sin tillämpning och skyddar bussningar och drivenheter från damm och smuts och som ett resultat av ökat slitage. Men idag kan inte alla företag tillverka en sådan enhet. Den mest använda konskrossen (KSD) med hydraulik "Esch-Verke", "Vedag" och andra ledare inom tillverkningen av sådan utrustning. Låt oss nu titta på några mer intressanta nyanser.
Några ord bör sägas omutveckling av designers av företaget "Esch-Werke". Faktum är att de i samband med utnyttjandet av CD: n stötte på ett problem - det är omöjligt att ladda stora stenbitar. Lastbehållarens otillräckliga diameter tillät inte detta. Designlösningen var att skapa en unik form av en rörlig kon och en fast KD-skål. Så den övre delen av installationen visade sig vara platt, vilket gjorde det möjligt att ladda berget av en stor fraktion där.
I det första avsnittet fungerar enheten somklassisk käftkross. En gradvis minskning av gapet kan ses i enhetens mitt- och nedre delar. Resultatet är en standard konkross (KSD) 600.
Av det föregående kan man dra slutsatsen att detta tillvägagångssätt tillåter användning av stora stenbitar, som i käftkrossar, och vid utgången för att erhålla kubformad krossad sten, som endast är inneboende i CD.
Kärnan i att krossa i en sådan enhet ärdet faktum att berget eller malmen är komprimerad mellan kinderna, det vill säga arbetsorganen. Den ena kinden är rörlig och fast, den andra gör en svängande rörelse med hjälp av en vevstake. Dessa krossar klassificeras på samma sätt som krossar och kommer i grova, medelstora och fina krossar. Storleken på fraktionen vid utloppet beror på storleken på springan vid utloppet, som kan justeras med en mekanisk eller hydraulisk drivenhet.
Arbetskammaren har en kilformad form och det är här malmen malts. Materialet laddas, krossas och faller av tyngdkraften mot utloppsöppningen.
Flera typer används för närvarandekäftkrossar, som skiljer sig från varandra i käftens gångväg. De är uppdelade i enkla och komplexa. De senare kännetecknas av effektivare krossning av sten och malm. Men det är värt att uppmärksamma det faktum att det är extremt viktigt att bibehålla det optimala fuktinnehållet i materialet. Så, SMD-krossen kan arbeta med malm, där mängden fukt inte är mer än 6-8%. Om denna indikator ökar med åtminstone några procent försämras prestandan flera gånger.
Vi har redan pratat lite om sådana krossar i den här artikeln.
De kallas också dybalanserade och har i sigbestår av en vibrationsanordning. Dessa enheter spelar en viktig roll i byggandet av vägar (både väg och järnväg). Av detta kan vi dra slutsatsen att ett sådant beslut är extremt relevant i byggorganisationer.
Över hela världen CD med excentriskenhet, vilket gör det möjligt att förenkla justeringen och begränsa sig till att endast byta lossningsplatsen. Detta tillvägagångssätt gör det möjligt att erhålla krossad sten, som är kuboidformad med 85% av den totala produktionen, vilket anses vara ett mycket bra resultat.
Huvudproblemet är lågfrekvensenvibrationer i den rörliga konen. Om frekvensen ökas ökar dynamiska vibrationer, vilket leder till att fundamentet förstörs. Formgivare strävar ständigt efter att öka kubikens kubicitet, eftersom detta direkt påverkar vägarnas kvalitet och hållbarhet.
Så vi pratade om vad CD-skivor är, vadderas strukturella skillnader etc. Du vet redan hur man tillverkar en kross, så vid akuta behov kan du skapa en enhet som, även om den inte är lämplig för industriell skala, är ganska lämplig för konsumenternas behov.
Det finns också alternativa lösningar, t.ex.käftkross som är idealisk när konventionell CD inte är lämplig. En separat fråga är priset på krossen. Det är svårt att ange specifika siffror här. Faktum är att ju mer komplex enheten är, desto högre blir kostnaden. Naturligtvis kostar en enhet med lägre kapacitet, till exempel KMD 600, mindre än 1200 KMD. I genomsnitt måste du betala cirka fem tusen euro för en kross.
Tja, det är allt som finns att säga om konkrossar, som är oumbärliga för att producera kubisk krossad sten, krossa stenar och malmer av olika storlekar och hårdhet.


