


Konventionellt är varje skärare för en svarv för metall representerad av två element: ett huvud och en hållare.
Huvudet består av en serie plan och skärkanter med viss vinkel. Beroende på vilken skärpning du vill ha en viss vinkel inställd.
Hållaren är ansvarig för att fästa skäret i svarvhållaren. Den har en fyrkantig eller rektangulär form. Det finns ett antal standardtvärsnittsstorlekar för varje form.

Det finns följande typer av skärare för en svarv för metall:

Om vi förlitar oss på den välkända klassificeringen av enheter i enlighet med GOST, är de indelade i följande typer:
Skäret för en metall svarv kan skilja sig åt i installationsmetoden i förhållande till ytan för bearbetning:
Tänderna kan också delas upp enligt bearbetningsmetoden:
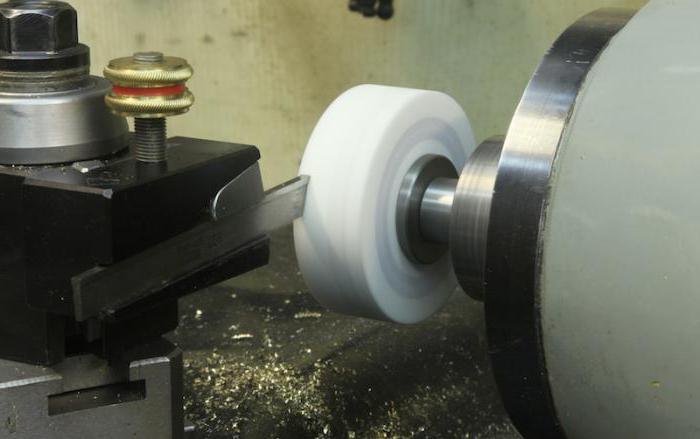
Arbetsstyckets ojämnhet påverkas av krökningsradien på armaturens topp. En jämn yta uppnås genom att använda en fräs som slipas under en stor radie.
Skäret för en metall svarv har många typer. De vanligaste är:
En uppsättning fräsar för en metall svarv kan köpas från specialbutiker eller beställas online.

Materialet från vilket fixturerna är gjorda delas in i tre kategorier:
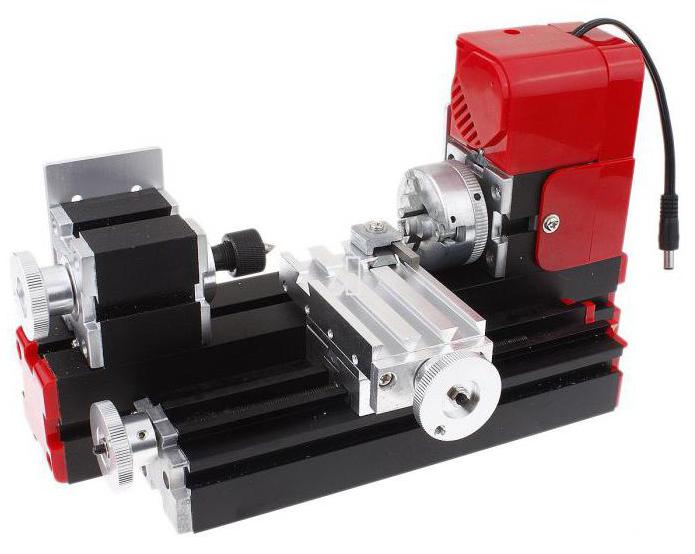
Fräsar för en skrivbordssvarv för metall har en liten sektion på 8 x 8 och 10 x 10 mm. De används för bearbetning av små delar.

Skärare för metall svarv kategoriT5 K10 används för primär och avbruten svarvning. På basis av kubisk bornitrid tillverkas utbytbara plattor för bearbetning av metaller med speciell hårdhet, inklusive gjutjärn. Icke-järnmetaller vänds med polykristallin diamant.
Plattorna kan bytas ut.De sätts in i hållaren. Vissa modeller innehåller spånbrytare, utmärkt spånbrytning vid låg matning och grunt svarvning. Plattor av detta slag används för skärning med hög renhet av rostfritt stål och andra typer av stål.
Varje typ av skär, förutom utbytbara skär, tiddå och då utsätts för skärpning. Slipning av fräsar för en svarv i metall säkerställer att du uppnår de vinklar och former som krävs. Under industriella förhållanden utförs det på specialiserade enheter.
Denna process hemma kan görasmed hjälp av kemikalier och sliphjul. Manuell slipning är sämre än den industriella när det gäller kvalitet. Det viktigaste här är rätt val av slipskivan.
För slipning av hårdmetallfräsar tas ett grönt kiselkarbidhjul. Svarvverktyg av kolmaterial slipas med korundhjul.
Det rekommenderas att skärpa närgenom kylning (enhetlig tillförsel av kallt vatten till hjulets kontaktpunkt med skäret som bearbetas). Torrslipning kan också utföras, men därefter bör delen inte nedsänkas i kallt vatten, eftersom det kan spricka.
Först och främst det viktigastebakkanten, sedan den bakre hjälpen och först därefter den främre delen. I slutet av processen bearbetas toppen av fixturen (krökningsradie). Verktyget som ska slipas bör flyttas ständigt på sliphjulets yta och pressas lätt mot mejseln.
En obligatorisk del av processen är efterbehandlingen av skäret, eller snarare skärkanterna (områden nära kanten, vars bredd når 4 mm).
Enheter gjorda av hårda legeringar slipas med kopparhjul som smörjs med en speciell förening i form av en pasta eller en blandning av fotogen och borkarbid.
Andra typer av fräsar slipas med en teststen med låg typ av slipning, fuktad med maskinolja eller fotogen.
Du kan också göra hemgjorda fräsar för en svarv i metall. Onödiga trasiga borrar används som grund för sådana enheter.

Borrbaserade centreringar går inte sönder. De är särskilt lämpliga för svarvar av gammal typ. De är föremål för flera omskalningar. Deras livslängd når 30 år.
Hemmagjorda skär för en minimetall svarv är gjorda av Geller sågsegment. Den skärs med en skärskiva.
När du väljer en fräs måste ett antal rekommendationer beaktas.
Bestäm vilken typ av metall du måste arbeta med, vilken bearbetning du planerar och hur mycket stress skäret kommer att uppleva.
Bestäm vad som är viktigast - noggrannhetöverensstämmelse med produktens geometri eller ytbehandlingsnivån. Beroende på detta väljs skäret i enlighet med klassificeringsfunktionerna och geometriska proportioner.
Ange själv hur viktigt det är att följa enhetens slitstyrka och hur länge den ska vara oförändrad.


