


Подробности за алуминия и неговите сплави се използватпрактически във всеки отрасъл на промишленото производство. Използването на този лек метал с висока топлинна и електрическа проводимост е най-често срещаното при домакинските уреди. Следователно, в случай на неизправност, е необходимо да се заваряват алуминиеви конструкции и продукти в дома. Почти невъзможно е този капризен метал да бъде ремонтиран без алуминиева заваръчна машина. И ако по-рано тази работа беше на разположение предимно в индустриални условия, сега не е трудно да се направи в домашния ателие.
Технологията на процеса на заваряване на алуминий, подобно навсеки друг метал, има свои собствени характеристики. Ето защо, един новак заварчик трябва да знае и разбира много от характеристиките на този метал. Има широк спектър от специални свойства, които алуминият притежава. Заваряването включва изпълнението на предварителната подготовка на материала и директното свързване на частите.

В този случай е необходимо да се вземат под внимание свойствата на метала
За да се направи силно и надеждно свързване на алуминиевите части, заварчикът трябва да изпълни няколко основни технологични стъпки:

От правилното изпълнение на всички тези операции зависи качествената връзка на алуминиевите изделия.
При определени условия заваряванеалуминиев инвертор е възможен у дома. За такава работа трябва да се обърне специално внимание на консумативите. Апаратът за заваряване на алуминий има ниски изисквания. За да завършите връзката, ще трябва:
Процесът на свързване на алуминиевите части задължително трябва да се извършва под защитата на инертен газ.
Основните етапи на заваряване:
Основата на електродите за заваряване на алуминий ечист метал, чиято маса е преобладаваща, както и добавки, които подобряват процеса на съединяване. Механичните свойства на заваръчните устройства са основният параметър, чрез който те се избират за заваряване. Силата на шева зависи от това.

Основните марки електроди за заваряване на алуминий:OZA, OZA - 1, OZR - 2, OZANA - 2. Всички електроди имат свойството хигроскопичност, затова преди работа е необходимо тяхното задължително изсушаване при температура от 200 требуется.
Извършва се полуавтоматично заваряване на алуминийзадължително защитени от инертен газ. Аргон се използва като такъв газ. Възможно е да се провежда алуминиево съединение чрез полуавтоматично устройство без използване на инертен газ, в случай на използване на разходващ се с флуидна жица проводник. Такова устройство е способно да пръска желязо съдържащ прах по време на нагряване. Такъв облак изпълнява функцията на защита, като аргон.

Недостатъкът на този метод е ниското качество на заварката, което значително ограничава използването му. Основната задача на заварчика ще бъде да реши кой метод да направи връзката.
При изпълнение на тази технология прилагайтенеразтопяеми електроди, съдържащи волфрам и добавъчна тел, която автоматично запълва шева между частите. Използването на такъв процес предполага използването на режим на променлив ток и високочестотно запалване на дъгата. В този случай разрушаването на оксидния филм става чрез катодно разпръскване при ток с обратна полярност.
С MIG технологията топящите се електроди за заваряване на алуминий са самите добавки. Този материал влиза в зоната на свързване с помощта на устройство за подаване на проводник.

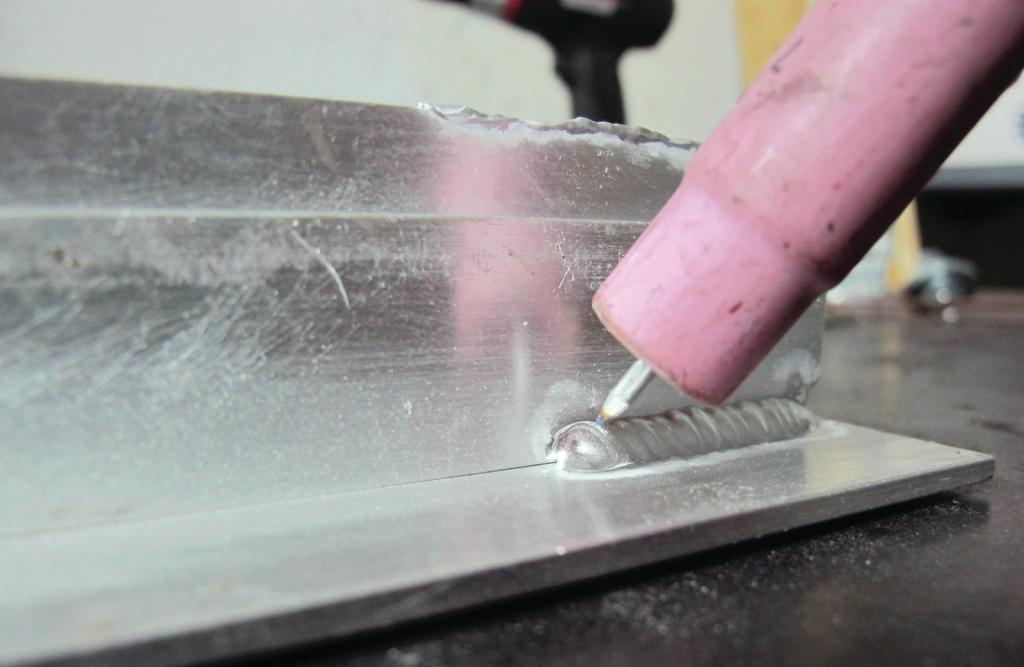
Разбира се, за постигане на висококачествено заваряванеВ домашни условия алуминият е много труден с този метод, тъй като той ще изисква използването на устройство с режим на импулсна дъга. При заваряване факелът трябва да бъде насочен под ъгъл от 10-20 градуса спрямо вертикалата, докато разстоянието между свързващата повърхност и дюзата трябва да бъде до 10-15 мм.
Преди да започнете заваряване, трябва даподгответе всички материали и инструменти. По-надеждна връзка може да се постигне с помощта на допълнителен специален прът. След цялостно почистване на повърхностите на продукта, тези места трябва да бъдат третирани с флюс. Този метод на приготвяне ще намали ефекта на оксидния филм и ще позволи заваряване на алуминий с полуавтоматично устройство с най-високо качество.

Тогава газовата горелка се включва и загрява дооптимална температура. Следващата стъпка ще бъде загряването на заварената фуга до точката на топене на метала. По време на такова отопление се поставя допълнителен прът към кръстовището. По време на тези операции металите се стопяват и смесват, което води до заварена фуга.
Не забравяйте, че алуминиевото съединение у домаусловията за начинаещ заварчик се считат за трудна работа. Такива проблеми зависят главно от характеристиките на използвания материал. Новакът ще трябва да бъде търпелив, за да придобие необходимия опит в заваряването на алуминиеви повърхности.


