


Herhangi bir endüstride doğrusal ölçümlerin temelidalları - düzlem-paralel uç uzunluk ölçüleri (KMD). Uzunluk birimini saklamak ve çoğaltmak için kullanılırlar. Ayrıca, ölçüm cihazlarını kontrol etmek, kalibre etmek ve cihazlara sıfıra ayarlamak, gerekli ayarların boyutlarını aktarmak için ve her türlü ayrıntı için doğal bir boyut ölçer olarak kullanılır. Uzunluğa paralel uçlu bir dizi uç ölçü birimi, işaretleme işleminin özel bir hassasiyetle yapılmasını ve makinenin kurulmasını sağlar. KMD'nin temel işlevi, çeşitli endüstrilerde önlem birliğini sağlamaktır.

Olarak kullanılan araçlarsanayi işletmelerinde, tamir kuruluşlarında veya servislerinde ölçüm, periyodik olarak (sistematik olarak) ölçümlerin doğruluğu açısından test edilmelidir. Doğal olarak, doğrulama için ölçüm cihazını çeşitli endüstrilerden referans boyutlarının bulunduğu kurumlara teslim etmek mümkün değildir.
Bu prosedür işletme dışına çıkmadan,uzunluk (uç-paralel) uç ölçülerinin uygulanmasına izin verir. Bunlar bir model veya standart uzunluk ölçüsüdür. Dışarıdan, cihaz, ölçme düzlemleri arasında yer alan numaralandırılmış boyutlara sahip paralel uçlu veya silindire benziyor.
Johanson çinilerinin asıl görevi korumaktır.uzunluk birimleri ve iletimi. Düzlem sonu uç uzunluk ölçümleri, çeşitli ölçüm cihazlarında (gösterge, mikrometre, sinüs bar, gösterge vb.) Ve kontrol üretim cihazlarında ve şablonlarında kalibrasyon, doğrulama ve / veya boyutlandırma için kullanılır.
Son uzunluk ölçüleri ilk olarak üretildiİsviçre firması "Johanson". Dikdörtgen paralel uçlar şeklinde çelikten yapılmışlar, 1900 yılında Paris Dünya Fuarı'na katıldılar. Üretici sayesinde, "Johanson döşemeleri" adı uzun süre boyunca uzunluk ölçülerine eşlik etti (düzlem paralel). Bir süre sonra sadece “fayans” oldular.

Sovyetler Birliği'nde KMD ilk olarak Sestroretsk ve Tula fabrikalarında üretildi. 30'lu yılların başlarında Kirov ve Moskova Caliber kentindeki Krasny Instrumentalshchik fabrikalarında seriye girdiler.
Günümüzde lazer temassız gelişiylemükemmel ölçümler için interferometreler, elektrik sayaçları, uzun metreler, koordinat ölçüm makineleri, altimetreler ve diğer cihazlar, CMD'nin rolü, amacı ve kullanımı önemli değişiklikler geçirmiştir. Bununla birlikte, temel, temel kalite - büyüklükteki maddi ortam - hala vazgeçilmezdir. Ve bu doğru ölçümler için çok sayıda modern optik ve elektronik araca rağmen.
Düzlem paralel uç uzunluk ölçüleri (fayansJohanson) ölçüm düzlemleri arasında 0,5 ile 1000 mm arasındaki boyutlarda üretilir. Gerekirse, bu uzunluk ölçüsü tarafından sağlanmayan keyfi bir boyut elde etmek için, uzunluk son ölçülerini birbirine öğüterek uygun fayanslardan, istenen boyutu tamamlamanız gerekir. Alıştırma, fayanslar birbirine yapışmadan önce gerçekleşmelidir (yani, parçalanmamalıdır).
Bugün, son ölçü ölçüleri (düzlem paralel) yüksek alaşımlı çelikten eritilmektedir. Ayrıca seramik ve sert alaşımlardan yapılırlar.
Çelikten yapılan uzunluk ölçüleri, ör.Krom, ölçüm raflarının nesne yüzeyleri ve diğer önlemlerle iyi ovulurlar. Çalışma yüzeyleri aşınmaya karşı oldukça dayanıklıdır, bu da hizmet ömrünü uzatır.
Çelik önlemler sertleştirilmeli vedaha sonra yapay yaşlanma, bu da uzun süreli kullanım için tam boyutun korunmasını mümkün kılar. Johanson çelik karolarının çalışma yüzeyinin sertliği her zaman en az 800 HV'dir.
Dezavantajları arasında özel birçalışma yüzeylerine, çiziklere ve olası korozyona karşı hassasiyet. PCMD ile çalışmaya başlamadan önce, onlardan koruyucu yağlayıcı çıkarılır ve iş yapıldıktan sonra tekrar uygulanır. Sadece çelikten yapılanlar için geçerli olan uzunluk ölçüleri (uç düzlem paralel), GOST, operatörün ellerinin sıcaklığı da dahil olmak üzere sıcaklık koşullarındaki değişikliklere karşı hassastır.

Tungsten Karpit Eritme Fayansçelikten on kat daha güçlü. Ayrıca, mükemmel aşınma direncine sahiptirler. Sert alaşım ölçüsünün çalışma yüzeyinin sertliği, çelik karolardaki bu yüzeyin sertliğinden neredeyse iki kat daha fazladır (1400 HV). Bir dezavantajı ağır ağırlıktır. Bu nedenle, karbür uç ölçülerinden büyük boyutlarda çalışmak için blokları monte etmek imkansızdır.
Düzlem paralel uç uzunluk ölçüleri (fayansJohanson) zirkonya seramikten yapılmış, çalışma yüzeyinin çizilmelerine ve aşınmasına en dayanıklı olarak kabul edilir. Bildiğiniz gibi seramikler korozyondan korkmaz ve sonuç olarak operatörün ellerinin nem içeriği zirkonyum seramik plakalarını etkilemez (karbür ve çeliğin aksine). Bu malzemenin uzunluk ölçüleri en yüksek stabiliteye ve en uzun ömre sahiptir, bu da kalibrasyonlar arasındaki süreyi arttırmayı mümkün kılar.
Seramiklerden gelen CMD mıknatıslanmaz, özel korozyon koruması gerektirmez ve toz çekmez. Ayrıca kararlı ve boyutu yeterince uzun tutabilirler.
Analiz, çelik veseramik ölçüler, değere yakın termal lineer genleşme katsayısına sahiptir. Bu gösterge, seramik ve çelik karoların CMD bloklarını istiflemenizi sağlar, bu da bu malzemelerin ölçümlerini tamamen değiştirilebilir hale getirir.

Uzunluk ve camın son ölçülerini yaparlar.Alıştırma ve düzlüğü kontrol etmek için kullanılırlar. Ayrıca hassas çalışma yüzeylerinin düzlüğünü kontrol etmek için, örneğin tezgah masaları. 50 mm ila 75 çaplı cam CMD, 0.125 mikrondan daha az düzlük ve 15-20 mm kalınlık mevcuttur.
Düzlem paralel uzunluk ölçümleri kullanılarak tam boyutun transferi ve korunması aşağıdaki gibi devam eder.
Ölçümler için özel bir kurulumda, örnek son önlemlerin ilk deşarjının boyutları kontrol edilir.
Uzunluk ölçüleri (düzlem paralel), sahipsadece Gosstandart'ın laboratuvar odalarında depolanan en yüksek doğruluktaki karoların sertifikasyonu. Sanayi işletmelerinde, üretilen ürünler için doğruluk standartlarının gerekliliklerine bağlı olarak, ikinci ila beşinci kategorideki karolar kullanılır. Tam büyüklüğü iletmek için, birinci kategorideki karoları ve ikinci kategorideki karoları periyodik olarak karşılaştırmaktır. Sonra ikincisi - üçüncü kategorideki karolarla ve şemaya göre daha fazla. Böylece, sanayi işletmelerinde, tüm ölçüm cihazları doğrudan kabaya kontrol edilir. Doğrulamanın sonuçları her cihazın pasaportuna kaydedilir.
Son uzunluk ölçütleri ile ilgili alıştırmalar dikkate alınıriki fayans yapıştırma etkisi. Düzlem paralel uzunluğundaki uç ölçüleri, birleştirildiklerinde hava kalıntıları giderilecek ve sadece atmosferik basınç etkilenecek şekilde parlatılır. Kayganlaştırıcıyı yıkamak için kalan sıvı damlacıklarının yüzey gerilimi ve fayansların yapıldığı malzemenin molekülleri arasındaki etkileşim basınç mukavemetini arttırır.
Düzlem paralel uç uzunluk ölçüleri varsacilalı, sonra mükemmel ovalanacaklar. Kiremit ölçülerinin bu kabiliyeti zorunlu bir gereklilik olarak kabul edilir. Bu kalitenin kaybı için, ölçüm yüzeyinin aşınması anlamına gelir.

KMD bloklarında fayans toplamak ve sabitlemek içinkullanım kolaylığı sağlamak için, düzleme paralel uç uzunluk ölçüleri için bir dizi aksesuar kullanılır. Yaygın olarak kullanılır. Örneğin, çeşitli ölçüm cihazlarını kontrol etmek veya boyutlandırmak için aksesuarlar gereklidir. Mikrometrik ve gösterge kaliperleri, göstergeler vb. Olabilir.
Set mutlaka farklı yan panelleri içerirhem iç hem de dış ölçümlerin yapılmasını mümkün kılan boyutlar. Bu özellikle küçük partilerde yüksek hassasiyetli ürünler üretirken önemlidir. Bu durumda, aksesuarlar üretilen ürünün maksimum boyutuna ve minimum değerine ayarlanmalıdır. Yani, karşılıklı tarafı ve geçilemez olan iki taraflı bir kalibre olarak kullanılırlar.
İşaretleme işi için, özellikle doğru ölçümler için tutucuların tutturulduğu ek bir işaretleme kiti kullanılır.
Kit içerisinde ayrıca:şaplar, yanlar paralel düzlem ve yarıçap, üç taraflı cetvel, merkez ve işaret tarafı, taban, kraker ve problar. İkincisi, zemin yüzeyleri arasındaki boşluğun boyutunu belirlemek için gereklidir. Problar, minimum 0.02 mm ve maksimum 1.0 mm çelik plakalardır. Tonlamaları 0.01 mm ve 0.05 mm'dir.

Boşluğu belirlemek için seviye çubuğunu kullanmakyüzeyler arasına koymanız gerekir. Prob az çaba sarf etmeli ve hiçbir durumda serbestçe batmamalı veya hareket etmemelidir. Probların kalınlığının toplamı ile boşluğa tam olarak girerler ve değeri belirlenir.
Uzunluğun düzlem-paralel uç ölçüleri, uzunluk örneğinden (metre) aktarılan hiyerarşik zincirde çok önemlidir: bunlar, boyut sabitinin kararlı bir malzeme taşıyıcısıdır.
Bir referans ölçüm cihazının transferiışık dalga boyu, referans uçtaki uzunluk ölçümleri derin girişim ölçümlerinden geçer. Böylece, K sınıfı ile ilgili standart bir uzunluk ölçüsü elde ederiz. Ayrıca, doğrulama şemasına göre, diğer önlemlere aktarılır.
CMD'nin ana amacına uygun olarak(ölçümlerin tekdüzeliğini ve referans uzunluktaki boyutların aktarılmasını sağlamak) doğrulama şemaları geliştirilmiştir. Aynı amaçlar için, sınıflar ve sınıflar için değişen doğruluk derecelerinin uzunluk ölçüleri verilir. Uzunluk ölçümlerinin doğrulanması (uç, düzlem paralel) özel aletlerle gerçekleştirilir.
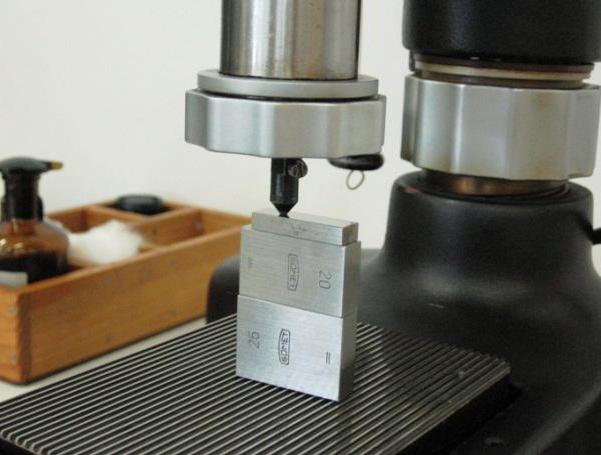
Bunlardan ilki özel olarak icat edildi.mikrometre. Artan doğruluk ile ayırt edildi. Yıllar geçti, cihazlar gelişti. Bugün en yüksek doğruluk sonuçlarını üretiyorlar ve artık nadir değiller. Birçok laboratuvarda kalibrasyon aletleri vardır. Buna ek olarak, KMD, serbestçe temin edilebilen artımlı ve endüktif fotoelektrik karşılaştırıcılar ile kolayca kontrol edilebilir. Ve bu cihazlarda ölçüm yöntemleri uzun süredir çalışıldı. Bu yöntemin avantajı, uzunluk ölçümlerinin doğrulama şemasının basitleştirilmesidir. Bazı dezavantaj, cihazların yüksek maliyeti ve onlarla çalışan uzmanın yüksek yeterlilik gereksinimleridir. Ve hata. Diğer cihazlarda ölçüm sonuçlarının iki kez kontrol edilmesinin zor olduğu kadar küçüktür.
Dört doğrulama yöntemi vardır:
- Belirli bir değerin dolaylı ölçümleri.
- Verilen bir değerin doğrudan ölçümü.
- Bir karşılaştırıcı ile karşılaştırma.
- Standartla doğrudan karşılaştırma.


