


Ne, jotka työskentelevät koneenkäyttäjänä tai opiskelevat tätäerikoisuuksia, useammin kuin kerran kohdatessaan sellaisen käsitteen kuin hioma -aineiden käsittely. Tämäntyyppiseen työhön kuuluu suosituimmat toimenpiteet, kuten hionta, kiillotus, superfinishing (superfinishing) ja hionta.
Hiominen on erityinen sakon muotokäsittelyä. Sitä käytetään harvoin koneenrakennuksessa, koska muita mekaanisia toimintoja voidaan käyttää parempien tulosten saavuttamiseen. Siksi harvat tietävät, miten sylinterin hionta suoritetaan, mikä se on, miksi ja missä tapauksissa sitä käytetään.

Hiominen on mekaaninen toimenpidemateriaalin käsittely leikkaamalla, jossa timanttijyviä käytetään leikkaustyökaluna. Tämän toimenpiteen katsotaan olevan erittäin tuottava ja tehokas reikiin nähden. Voit poistaa tämän käsittelyn rajan enintään 2 miljoonaan millimetriin3 tunnissa.Tämä vastaa sorvauksen viimeistelyä sorvauksella tai karkeaa hiontaa hiomalaikalla. Siksi voimme sanoa, että hiominen on myös viimeistelykäsittely, koska toimenpiteen aikana saadaan lopullinen pinta eli valmis osa.
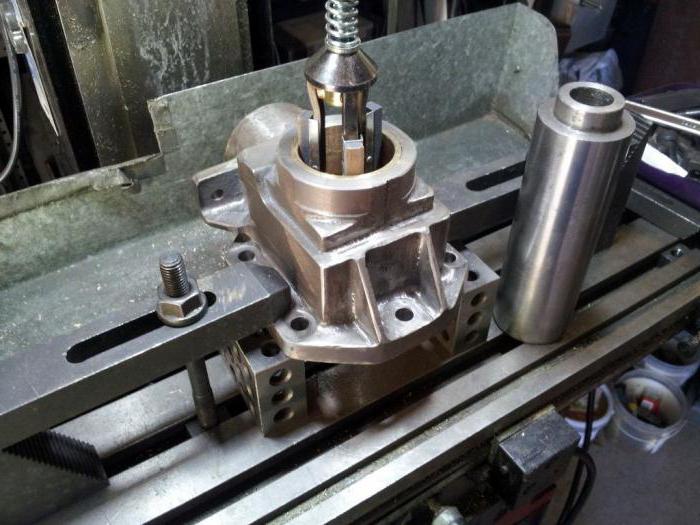
Työkalu, jota käytetään silloinhiomista kutsutaan hiontaksi tai hiontapääksi. Hon on metallin leikkaustyökalu, joka koostuu kolmesta tai useammasta hiomakivestä (kivistä), jotka sijaitsevat kehän ympärillä.
Monissa honahissa kivet ovat irrotettavissa. Eli kun ne ovat kuluneet tai rikki, ne voidaan vaihtaa helposti.

Tuotannossa hiominen suoritetaanerikoiskoneita, joita on kahta tyyppiä: vaaka- ja pystysuora. Vaakasuorat hiomakoneet on valmistettu vaakasuorasta karasta. Pystysuorassa on vastaavasti pystysuora kara. Ensimmäisiä käytetään pitkiin osiin sekä ulkokäyttöön. Pystysuorat koneet - lyhyille osille ja pääasiassa sisäiseen työstöön, esim. Reikiin.
Tunnetut konemallit: 3G833, 3K833, 3H-86, M4215-1. Ja myös uudet mallit: Sunnen HTS-124-020, LEV125 COMEC, LEV250 COMEC, TH170 ja TM806 (807).
Usein uusia hiontakoneiden mallejatehdä siitä erikoistunut eikä yleinen, toisin kuin Neuvostoliitossa valmistetut työstökoneet. Toisin sanoen ne soveltuvat vain yhteen toimenpiteeseen, esimerkiksi sylinterien hiomiseen. Pieniä koneita on myös uusia malleja. Tyypillisesti nämä koneet on suunniteltu kodin hiomiseen.

Kuten aiemmin mainittiin, usein tällaistamekaanista toimintaa, kuten hiomista, käytetään reikien ja muiden pyöreiden vaikeapääsyisten pintojen viimeistelyyn tapauksissa, joissa muita hiomakäsittelymenetelmiä ei voida soveltaa tai niiden käyttö on epäkäytännöllistä. Lisäksi reikien hiontaa käytetään tapauksissa, joissa on tarpeen saavuttaa minimipinnan karheus ja lieriömäisyys, mikroniin asti. Siksi tämäntyyppinen käsittely on saanut suurimman suosion sylinterien valmistuksessa. Jälkimmäisiä käytetään laajalti tekniikka-, rakennus- ja autoteollisuudessa.
Vaikka hiontaa, kiillotusta ja liimausta harkitaanSuosituimmat ja yleisimmät sylinterityöstömenetelmät, useimmissa tapauksissa hionta, ovat edullisia, koska ne ovat tehokkaampia ja tarkempia. Lisäksi hiomalla voit kohdata muita etuja, kuten:

Kuten aiemmin todettiin, suorittaakun hiotaan useita sylintereitä yhdellä toimenpiteellä, monet yritykset käyttävät erityistä hiomalaitetta. Nämä ovat usein jigejä, jotka auttavat kiinnittämään sylinterilohkon konepenkkiin myöhempää työstöä varten.
Siten, kun kokoonpano on kiinnitetty koneen kiinnikkeeseen, sylinterilohko hiotaan kahdessa vaiheessa:

Harvat tietävät, että sylinterien hiominenvoidaan suorittaa paitsi tehtaalla myös kotona. Usein tällainen toimenpide voi olla tarpeen tapauksissa, joissa vanha sylinterilohko on menettänyt kulutuskestävyytensä tai se on puhdistettava kertyneestä asteikosta.
Kotona hionta on samahienojakoista käsittelyä, mutta ei jäähdytysnestettä ja hiontaa, vaan kerosiinia (tai hiontaöljyä) ja erityistä hiontapäätä, joka voidaan helposti kiinnittää tavanomaiseen sähköporaan. Näitä päitä voi ostaa mistä tahansa auto- tai rautakaupasta (ne näyttävät astianpesuharjoilta). Kuten työstökoneiden hiontapalat, myös poraushiomapäät myydään rouhintaan ja viimeistelyyn. Ne eroavat toisistaan sallituista halkaisijoista ja materiaalista.
Tällaisen toimenpiteen suorittamiseksi ja paljon muutamukava käsittely, sylinterilohko voidaan kiinnittää mihin tahansa kiinnityslaitteeseen tai äärimmäisissä tapauksissa pinnalle, jota jalkasi voivat pitää kiinni. Kun osa on kiinnitetty kunnolla, hiominen voidaan suorittaa itse. On suositeltavaa leikata reikä kahdesti rouhintaan ja kerran viimeistelyyn.

Hiomisen jälkeen molemmatYleensä osa on puhdistettava metallilastuista ja hioma -aineista. Lämmin saippuavesi ja pehmeä harja auttavat puhdistamaan tehokkaasti. Näin voit säästää osan pelkästään siruilta, mutta myös kiillottaa sen.
Kaikkien edellä mainittujen vaiheiden jälkeen sylinteritkäsitellään yleensä lisäksi erityisellä hiomapaperilla. Sen avulla voit puhdistaa pinnan jäljellä olevista pienistä siruista, joita on vaikea nähdä paljaalla silmällä.
Saippuaveden, harjan ja puhdistuspastan avulla voit palauttaa sylinterilohkon aiemman ulkonäön, päästä eroon kaikista hiuksista, kalkkeista jne.
Oppiminen, miten rehoning tehdäänsylinterit, mikä se on, kun sitä on käytettävä, monet saattavat ajatella, että tämä on melko yksinkertainen menettely ja ehkä jopa täysin tarpeeton. Yksinkertaisuudesta huolimatta sylinterien uudelleenhionnan vaikutus ei ole pitkä.
Tällainen käsittely auttaa pidentämään määräaikaasekä laitteen että auton toiminta. Lisäksi hionta kotona auttaa parantamaan huollettavuutta ilman tarvetta mennä asianmukaiseen teknikkoon.


