


Ходовой винт - это важная деталь, которая Brukes som bevegelsesomformer. Det endrer rotasjonsbevegelsen til lineær translasjonsbevegelse. For dette er den utstyrt med en spesiell mutter. I tillegg gir det bevegelse med en gitt nøyaktighet.
Skruen, som en veldig viktig del, børoppfyller mange krav. For å kunne bruke den, for eksempel i en benkskrue, må den være egnet for parametere som: diametrisk størrelse, profilnøyaktighet og nøyaktighet av gjenghøyden, forholdet mellom skruegjengen og dens støttejournaler, slitestyrke, gjengetykkelse. Det er også viktig å merke seg at avhengig av grad av nøyaktighet av bevegelsen som skruene gir, kan de deles inn i flere nøyaktighetsklasser fra 0 til 4. For eksempel må ledeskruene til metallskjæremaskiner tilsvare nøyaktighetsklassen fra 0 til 3. 4 nøyaktighetsklassen er ikke egnet for bruk i slikt utstyr.

Som en blank for skrueproduksjonbruk en vanlig stang, som er kuttet av metall. Imidlertid er det viktig å merke seg at det stilles noen krav til materialet som fungerer som arbeidsstykket. Metallet må ha god slitestyrke, god maskinbarhet, og også ha en tilstand av stabil likevekt under forhold med indre belastning som oppstår etter prosessering. Dette er veldig viktig, siden denne egenskapen vil bidra til å unngå deformasjon av spindelen under videre bruk.

For produksjon av denne delen med en middelklassenøyaktighet (2. eller 3.), som kravene til økt motstand mot temperatur ikke vil bli stilt til, brukes A40G stål, som er middels karbon, med svovel og stål 45 tilsetningsstoffer med tilsetning av bly. En slik legering forbedrer prosesseringsevnen til skruen og reduserer også overflatenuhet på materialet.
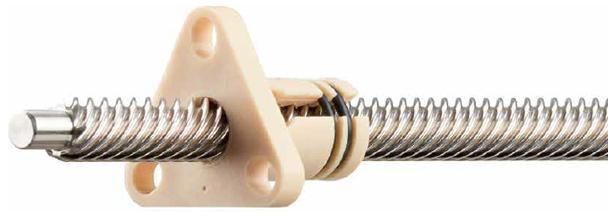
Det er tre skrueprofiler sombrukes til fremstilling av spindelen til en dreiebenk eller noe annet. Profilen kan være trapesformet, rektangulær eller trekantet. Den vanligste typen er trapesformet tråd. Fordelene inkluderer det faktum at den har høyere nøyaktighet enn rektangulær. I tillegg, med en delt mutter, kan du justere aksiale avstander til den trapesformede skruen, som oppstår på grunn av slitasje på utstyret.

Det er også viktig å merke seg at kutting, somsliping av en trapesformet tråd på en skrue er mye enklere enn rektangulær. Men det må forstås at nøyaktighetsegenskapene til en rektangulær tråd er høyere enn den for en trapesformet. Dette betyr at hvis oppgaven er å lage en skrue med den beste justeringen for nøyaktighet, må du fortsatt kutte en rektangulær gjenge. Keystone skruer er ikke egnet for veldig presise operasjoner.
Hoveddetaljene som skruen er basert påmaskinverktøyet, stålbærende halser og perler. Den utøvende overflaten på skruen er dens tråd. Den største nøyaktigheten i en bordskrue og andre maskiner som har en slik skrue, bør sikres mellom delens utøvende overflate og hovedbunnflaten. Det teknologiske grunnlaget for produksjon av en blyskrue er senterhullet. Av denne grunn, for å unngå deformasjon, utføres behandlingen av alle disse overflatene ved bruk av en bevegelig lunette. Bruken av denne delen bestemmer spesifisiteten til behandlingen av skruen.

Здесь также важно отметить, что винт с разным nøyaktighetsklasse, den behandles til forskjellige størrelser. Deler som skal tilhøre nøyaktighetsklassene 0,1 og 2 blir behandlet frem til 5. klasse. Skruene som tilhører 3. nøyaktighetsklasse blir behandlet frem til 6. klasse. Skruene som tilhører 4. kategori blir også behandlet frem til 6. klasse, men samtidig har de et toleransefelt for ytterdiameteren.
For å få akseptabel kvalitetskrue, må du utføre noen flere operasjoner. En av dem var justeringen av delen, som foregår på en dreiebenk. Blyskruen, eller rettere sagt arbeidsstykket for denne delen, er sentrert på det spesifiserte utstyret, og her er endene kuttet til den. I tillegg utføres en operasjon for å polere arbeidsstykket. For å gjøre dette, bruk senterfri slipemaskiner eller sirkulære slipemaskiner i sentrene. Det er viktig å legge til her at sliping i sentrene bare utføres for skruer med 0,1 og 2 nøyaktighetsklasser.
Neste, før du begynner å trenge,arbeidsstykket må redigeres. Det skal bemerkes at bare skruer med 3. og 4. nøyaktighetsklasse er underlagt denne operasjonen. Etter det blir overflaten i tillegg malt. En skrueskjærben brukes som utstyr for gjenging på en blyskrue.
Spindelmutteren er designet for åfor å sikre presise installasjonsbevegelser. I noen sjeldne tilfeller kan de være laget av et materiale som støpejern mot friksjon. Dette elementet skal sikre konstant inngrep med skruens svinger, og også fungere som en kompenserende del. Du må kompensere for gapet som uunngåelig vil oppstå når skruen er slitt. For eksempel er mutterne for blyskruene som brukes i dreiebenker laget dobbelt. Dette er nødvendig for å fjerne gapet som kan oppstå enten på grunn av produksjon og montering av maskinen, eller som et resultat av slitasje på delene.

Det særegne ved en skrue med en mutter av dobbel typeat den har en fast og bevegelig del. Den bevegelige delen, som er rett, kan bevege seg langs aksen til den faste delen. Det er denne bevegelsen som vil kompensere for gapet. Produksjonen av mutteren utføres bare for skruer med null, 1. og 2. nøyaktighetsklasse. For deres fremstilling med tinnbronse.
De vanligste materialene tilproduksjonen av denne typen deler ble laget av aluminium-jern-bronser, i henhold til standardene for maskinverktøy MT 31-2. I tillegg til dette materialet kan støpejern også brukes som erstatning for ikke-essensielle skruer.
Det er viktig å legge til at mutteren slites ut mye raskere enn selve blyskruen. Det er flere årsaker til dette:
Av disse grunner bør skruene med mutteren sjekkes oftere, siden slitasjen på mutteren skjer ganske raskt.


