


Домаћи струг 16К20 припадакатегорије уређаја за резање вијака. Његова производња покренута је у погону Красни Пролетари 1973. године. Неке делове је испоручио Гомељски погон алатних машина. Савремени аналог машине о којој се говори је јединица ГС526У. Главно поље примене уређаја је индустријска производња, ау приватним домаћинствима је ирелевантна због високе цене и прилично импресивних димензија.
Разматрана опрема се користи заточење (метричко, модуларно, корачно, инчно подешавање) и неки други токарени радови. Ова јединица се широко користила у индустрији постсовјетских земаља. Модел је укинут 1989. године, али на савременом тржишту можете пронаћи идентичну кинеску копију са истом плочицом са именом.
Главни параметри струга 16К20:
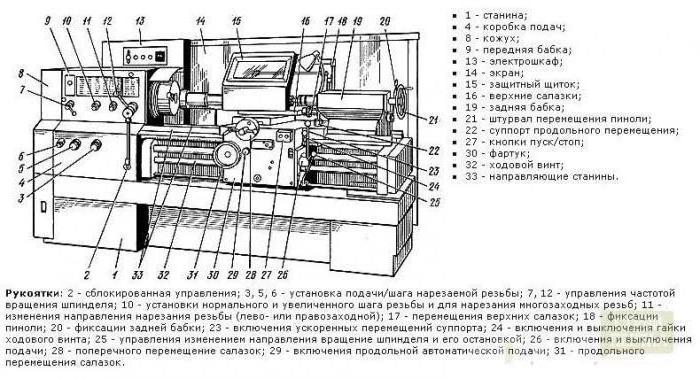
Струг 16К20 односи се на скупеопреме и захтева правилну негу. Прво, упознајмо се са његовим управљањем. Ручни точкићи и прекидачи се ручно контролишу. Јединица је додатно опремљена држачем алата за центрирање помоћу којег се обрађују рупе за механичко и ручно увлачење. У овом случају, задњи део се не користи.
Премештањем променљивог клизачаослонац је интеракција оса резног алата и вретена. Пре почетка обраде потребно је гурнути уређај за виђење у носач док се не заустави. Попречна клизна ручка се користи за подешавање положаја осе горионика.
Стругови за метал 16К20 су опремљенитврдо заустављање микрометријског типа, одговорно за уздужно кретање. На захтев су доступни горњи клизач и механички додатак за ход. Поред тога, постоји уређај за вишепролазно навојавање и завршну обраду вишестраних делова. Овај склоп укључује носач хидрокопирне машине, сужено правило и држач алата.
Монолитна основа опреме имаконфигурација кутије са каљеним шинама за брушење. Кутија додатно служи за сакупљање чипса, а такође је и контејнер одговоран за хлађење радне течности.

У неким случајевима може захтевати поправку илизамена појединих делова струга 16К20. Најчешће се радови на поправци изводе у смислу брушења кревета, замене лежајева или фрикционих квачила мењача. У сличној јединици за управљање зупчаницима најчешће се мењају зупчаници и лежајеви.
Поправка прегача састоји се у замени материцематице, лежајеви, брушење водилица. Када решавате проблеме са чељусти, промените завртње, навртке, клинове, праћене брушењем водећих елемената. Ако је потребно вратити радну способност стражњег крака, перо се обично замењује, радне рупе се избушују, а делови водилице се стружу. Ремонт такође подразумева замену електричног пуњења, контролну проверу тачности и геометрије јединице и уградњу система за хлађење.
Припремни процес укључује проверуопрема у празном ходу. То омогућава откривање момената буке и вибрација на различитим положајима вретена. У овој фази можете обрадити прототип да бисте утврдили стање носача. Таква манипулација је обавезна, јер омогућава откривање недостатака који су практично невидљиви током рада.

Брушење је уклањање свих подигнутих ивица ирупе на површини оквира машине. Кревет је инсталиран на столу, причвршћујући се на унутрашњим угловима. У овој фази је неопходно тачно поравнати паралелни положај склопа у односу на површину радног стола. То се може урадити помоћу нивоа зграде. Кревет је фиксиран помоћу подлога и вијака са отклоном од 0,05 мм.
Неке фабрике врше отврдњавањемашина котрљањем ваљком. У неким случајевима се додатно користи очвршћавање, што повећава отпорност компонената на хабање. Начин поправљања бира се на основу степена тврдоће водећих делова и доступне базе за поправку.
Најпопуларнији начини поправљања водича су:
Стругање је један од процеса поправке који одузима највише времена, чак и уз минимално хабање. У већини случајева ова манипулација се изводи механички, што даје одређени економски ефекат.
Брушење пружа високе перформансечистоћа и прецизност завршне обраде. Ова метода је оптимална при раду са очврслим површинама. Брушење омогућава неколико пута повећање продуктивности у поређењу са поступком стругања. Приликом обраде очврслих водилних елемената биће потребна додатна обрада.
Струг за метал 16К20 чија ценапочиње од 850 хиљада рубаља дошао да замени застарелу верзију 1К62. Нова опрема има боље перформансе. Међу квалитативним параметрима опреме корисници разликују следеће параметре:

Машина о којој је реч усмерена је на обрадуконусне, цилиндричне и нестандардне површине. Корисници примећују свестраност опреме, јер основе могу бити спољне и унутрашње. Поред тога, јединица се користи за резање различитих врста навоја. Власници такође указују на могућност употребе машине за обраду крајњих површина помоћу секача, бушилица, упуштача, славина и матрица.
При куповини ове опреме контактирајтепажња на алфанумерички код у називу модела. У индексу један означава да је машина типа струга, број 6 - способност извођења операција резања вијцима. Слово "К" у називу јединице је генерација алатних машина, последња цифра означава максималну висину центра (220 мм). Присуство слова "П" у називу указује на повећану тачност уређаја.

Струг 16К20, чији су прегледи датигоре се односи на прецизну опрему. Ипак, с времена на време, као и свака техника, захтева поправку. Најчешће, самосталне поправке укључују замену дотрајалих делова или брушење рупа и оштрих ивица. Пожељно је ремонт и озбиљније поправке поверити мајстору. Након поправке нивелације неопходно је проверити носач, прегачу и вођице. У супротном, тачност обраде може бити знатно умањена.


