


Жоден процес штампування деталей, пресування імаркування різних виробів не відбувається без використання спеціального обладнання, званого пуансон. Що це таке і як використовується, розберемо в цій статті.

Пресувальні пристосування складаються зконтейнера, в якому знаходяться пуансон, матриця, голки та інші складові. Що це таке - пуансон? Він грає важливу роль в процесі штампування або нанесенні маркувальних даних і є одним з основних елементів пресувального пристрою. Завданням пуансона є тиск на металеву деталь для виділення на ній певних символів або отворів. Також за допомогою даного устаткування можна видавити необхідну деталь, нанести стандартну або дзеркальну маркування і наштампувати потрібну кількість елементів.
За типом конструкції і способу впливу на деталь застосовуються такі види:
При необхідності створення великого обсягу деталей, є можливість помістити пуансон в спеціально виготовлену обойму.

Не менш важлива деталь при штампуванні виробів -це матриця. Вона являє собою короб, в який повинен входити пуансон. Матриця безпосередньо бере участь в процесі освіти форми на поверхні виробу. У пресовому обладнанні прямий штампування матриця є камерою, в яку завантажується прес-матеріал. Нижня частина короба оформляє на деталі зображення, а зверху на вміст направляється пуансон. Залежно від складності деталі, що виготовляється, існують цілісні і складові матриці.

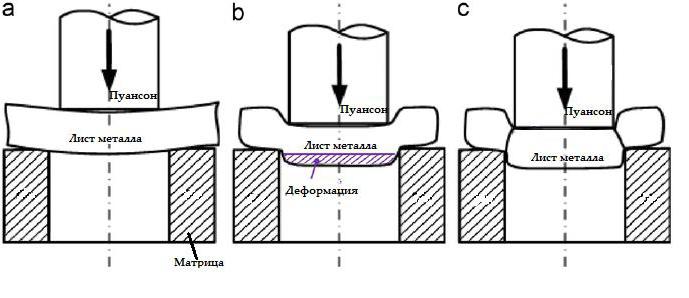
В процесі роботи пуансон (що це таке, мирозглянули на початку статті) шляхом тиску на спеціальну шайбу впливає на металеву деталь, яка в свою чергу, проходить через матрицю. Таким чином, проводиться заготівля необхідної форми. Під час експлуатації деталі пресувального обладнання піддаються колосальному тиску, що доходить до 500 кг на 1 кв. мм. А також постійно нагріваються до рівня вище 200 градусів. У зв'язку з цим деталі штампування і преса зношуються. А через додаткового впливу оброблюваних виробів пуансони і матриці з часом втрачають твердість. Тому їх стійкість залежить від матеріалу, з якого вони зроблені.
При виробництві пуансонов використовуютьсявисокоточні верстати, що мають програмне керування. Спочатку використовуються фрезерні верстати, які механічним способом виконують і обробляють заготовки деталей. Потім їх шліфують і далі, слюсарним обладнанням наносять на поверхню робочий контур штампа. Після виготовлення пуансона його поміщають в спеціальну піч для загартовування.
Виготовляються пуансони можуть бутициліндричної форми і фасонної, виробництво якої піддається більш тривалого і складного процесу. Також виробляються пуансони, що містять букви або цифри. Це сталевий шматок з квадратним перетином, що має запилених наконечник, на якому вигравірувано необхідний знак. Пуансоном такої форми таврують різні номери, металеві деталі, верстатні елементи та інші вироби.

Матриця в свою чергу, виготовляється післяпуансона, використовуючи його відбиток. Контейнер повинен бути трохи більше по ширині і розміром. Тому необхідний зазор між деталями підганяється шляхом незалежної обробки.
Деталі пресового обладнання швидкозношуються, тому їх слід періодично міняти. На термін використання пуансонов впливають методи виготовлення штампів і сфера виробництва. Середня тривалість роботи пресових становлять близько 6 років.
Важливою вимогою до штампів і пуансонів єграмотний вибір матеріалу, з якого вони будуть проводитися. Чим гірше сталь, тим нижче продуктивність пресового устаткування. Об'ємні пуансони, які мають складні форми, виготовляються з високохромистих і високовуглецевих сплавів стали. Найпоширенішим матеріалом є сталь з маркуванням Х12Ф1. Вона має високу зносостійкість, відмінну прокаліваемость, під час роботи не зазнає суттєвої деформації. Для виробництва простих видів штампів застосовуються вуглецеві інструментальні сталі У8А - У11А.

Деталі з жаротривких металів, приексплуатуванні зберігають твердість і не втрачають форми. З метою підвищення стійкості штампів у виробництво ввели матеріали з твердих і швидкорізальних сплавів. Кромку для різання наносять на корпус штампа або матриці. Кращий результат у виробництві пресових деталей показали такі сплави, як сталініт і стелліт. Вони забезпечують твердість елементів, не потребуючи загартування.
Робота преса шляхом пробивки досить проста.При цьому одна частина вміщеного в обладнання матеріалу відділяється від основної по виразно заданому контуру. В процесі вирізки утворюються внутрішні отвори. Процес використання штампів, пуансонів при пробиванні нагадує різання деталей ножицями. В цьому випадку ріжучими складовими є матриця і пуансон, які мають гострі кромки.
Креслення пуансона наочно показує, яквідбувається вдавлення металу в нижню частину матриці з подальшим згином і деформацією матеріалу. До кінця роботи, досягаючи максимального тиску, волокна металу розриваються і виконується відповідний зріз на виробі.
У статті ми розглянули, з чого виготовляєтьсятаке обладнання, як пуансон, що це таке і де застосовується. З їх допомогою карбуються монети, медалі, значки, друку, фактурні малюнки, медикаменти і багато інших виробів.


